Řádkování (cyklus 230), 8 cykly pr o plošné frézován (řádkován) – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 444
444
8 Programován : Cykly
8.8 Cykly pr
o plošné frézován (řádkován)
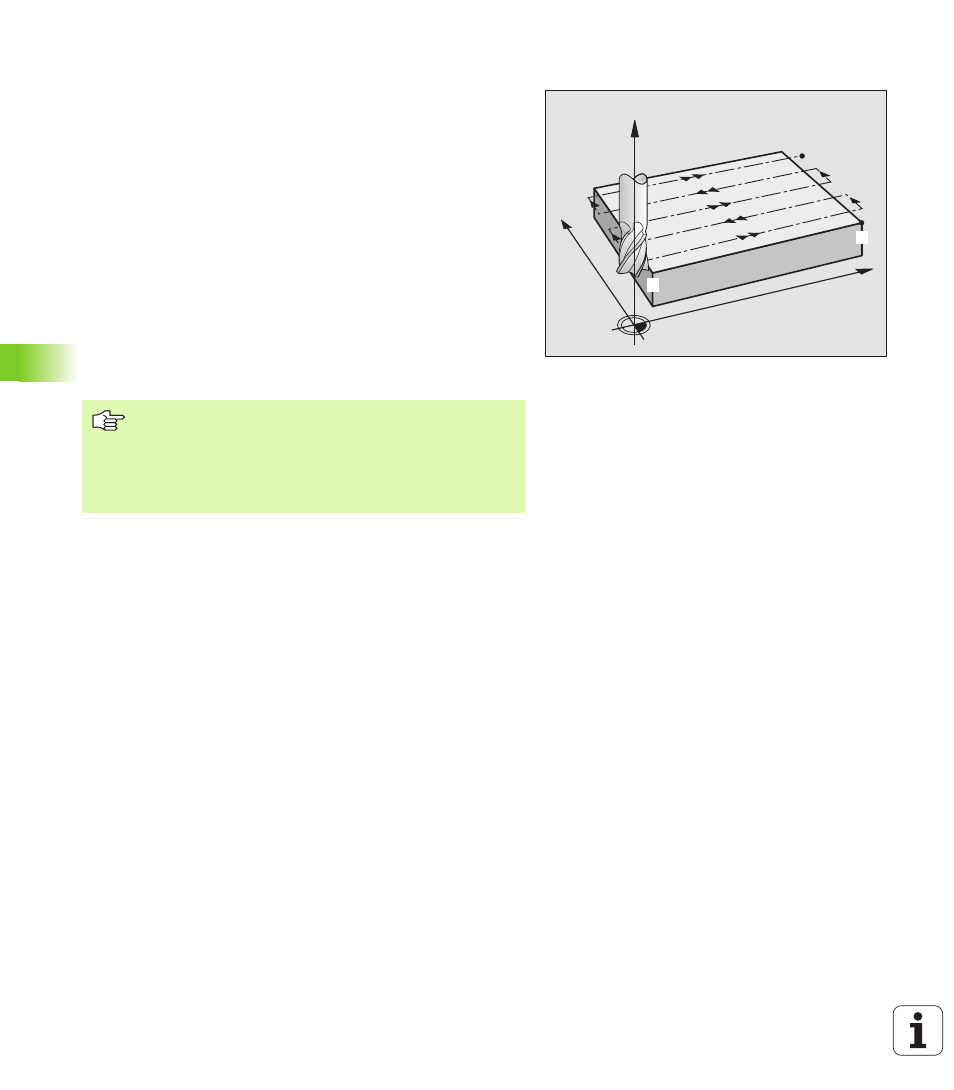
ŘÁDKOVÁNÍ (cyklus 230)
1
TNC napolohuje nástroj rychloposuvem FMAX z aktuáln polohy v
rovině obráběn do bodu startu
1
; TNC přitom přesad nástroj o
rádius nástroje doleva a nahoru
2
Potom nástroj přejede v ose vřetena rychloposuvem FMAX na
bezpečnostn vzdálenost a pak posuvem pro př suv do hloubky
na programovanou polohu startu v ose vřetena
3
Pak nástroj přej žd programovaným posuvem pro frézován na
koncový bod
2
; tento koncový bod si TNC vypočte z
naprogramovaného bodu startu, programované délky a rádiusu
nástroje
4
TNC přesad nástroj posuvem pro frézován př čně na bod startu
dalš ho řádku; TNC vypočte toto přesazen z programované š řky
a počtu řezů
5
Potom nástroj přej žd v záporném směru 1. osy zpět
6
Toto řádkován se opakuje, až je zadaná plocha úplně obrobena
7
Na konci odjede TNC nástrojem rychloposuvem FMAX zpět do
bezpečnostn vzdálenosti
X
Y
Z
1
2
Před programován m dbejte na tyto body
TNC napolohuje nástroj z aktuáln polohy do bodu startu
nejprve v rovině obráběn a pak v ose vřetena.
Nástroj předpolohujte tak, aby nemohlo doj t ke kolizi s
obrobkem nebo up nadly.