Odjet po př mce s tangenciáln m napojen m: dep lt, 3 najet a opuštěn obrysu – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 210
210
6 Programován : Programován obrysů
6.3 Najet a opuštěn obrysu
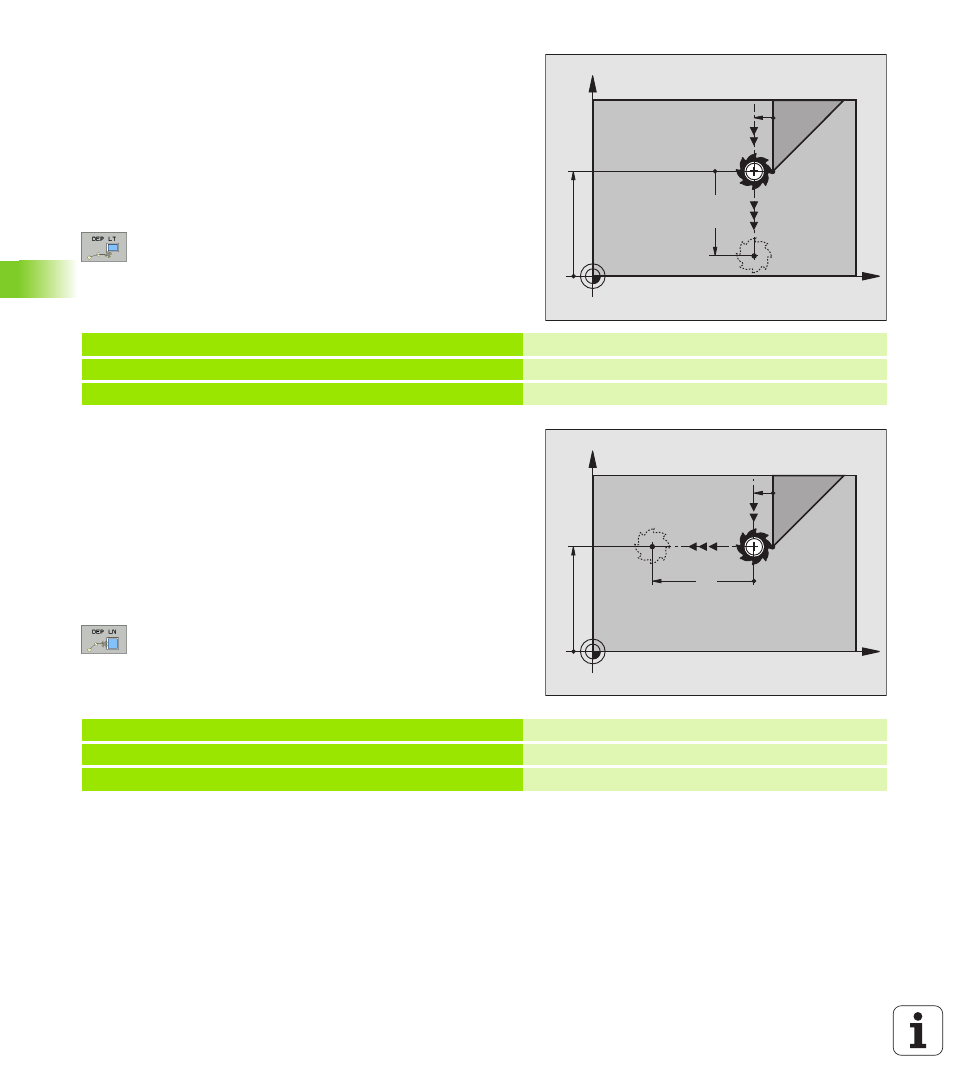
Odjet po př mce s tangenciáln m napojen m:
DEP LT
TNC odj žd nástrojem po př mce z posledn ho bodu obrysu P
E
do
koncového bodu P
N
. Př mka lež v prodloužen posledn ho prvku
obrysu. P
N
se nacház ve vzdálenosti LEN od P
E
.
8
Naprogramován posledn ho obrysového prvku s koncovým
bodem P
E
a korekc rádiusu
8
Zahajte dialog stisknut m klávesy APPR/DEP a softklávesy DEP LT:
8
LEN: zadejte vzdálenost koncového bodu P
N
od
posledn ho prvku obrysu P
E
Př klad NC bloků
Odjet po př mce kolmo od posledn ho bodu
obrysu: DEP LN
TNC odj žd nástrojem po př mce z posledn ho bodu obrysu P
E
do
koncového bodu P
N
. Př mka vycház kolmo směrem od posledn ho
bodu obrysu P
E
. P
N
se nacház od P
E
ve vzdálenosti LEN + rádius
nástroje.
8
Naprogramován posledn ho obrysového prvku s koncovým
bodem P
E
a korekc rádiusu
8
Zahájen dialogu klávesou APPR/DEP a softklávesou DEP LN:
8
LEN: zadejte vzdálenost koncového bodu P
N
Důležité: LEN zadejte kladné!
Př klad NC bloků
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Posledn obrysový prvek: P
E
s korekc rádiusu
24 DEP LT LEN12.5 F100
Odjet o LEN=12,5 mm
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Posledn obrysový prvek: P
E
s korekc rádiusu
24 DEP LN LEN+20 F100
Odjet o LEN = 20 mm kolmo od obrysu
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu