HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 80
80
2 Ručn provoz a seřizován
2.5 Naklopen r
o
viny obráběn (volitelný softwar
e
1)
Aktivn směr osy nástroje nastavit jako aktivn
směr obráběn (funkce FCL 2)
Pomoc této funkce můžete poj ždět v provozn ch režimech Ručn a
El. ručn kolečko nástrojem extern mi směrovými klávesami nebo
ručn m kolečkem v tom směru, kam právě směřuje osa nástroje. Tuto
funkci použ vejte, když
si přejete odjet nástrojem během přerušen v programu s 5 osami
ve směru osy nástroje;
si přejete provést ručn m kolečkem nebo extern mi směrovými
klávesami v Ručn m provozu obráběn s nastaveným nástrojem.
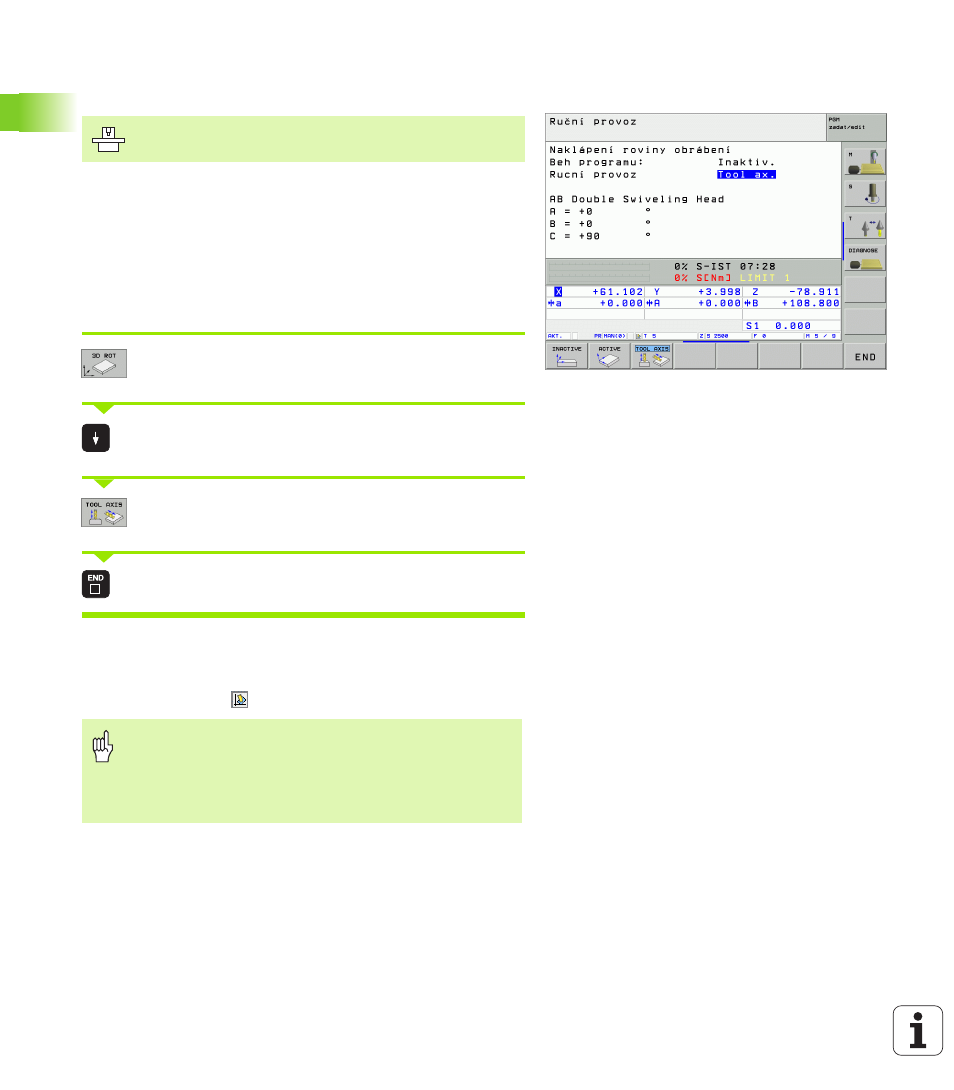
Navolen manuáln ho naklápěn : stiskněte
softklávesu 3D ROT.
Světlý proužek polohujte tlač tkem se šipkou na bod
nab dky Ručn provoz
Nastaven směru osy nástroje jako aktivn ho směru
obráběn : stiskněte softklávesu WZ OSA
Ukončen zadáván : klávesou END.
Pro vypnut nastavte v nab dce Naklápěn roviny obráběn bod
nab dky Ručn provoz na neaktivn .
Když je funkce Poj žděn ve směru osy nástroje aktivn , zobrazuje
indikace stavu symbol
.
Tato funkce mus být povolená výrobcem stroje.
Informujte se ve vaš př ručce ke stroji.
Hlavn osa aktivn roviny obráběn (X při ose nástroje Z)
lež vždy v pevné hlavn rovině stroje (Z/X při ose nástroje
Z).
Tato funkce je k dispozici i když přeruš te zpracován
programu a přejete si ručně poj ždět v osách.