3 najet a opuštěn obrysu – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 211
HEIDENHAIN iTNC 530
211
6.3 Najet a opuštěn obrysu
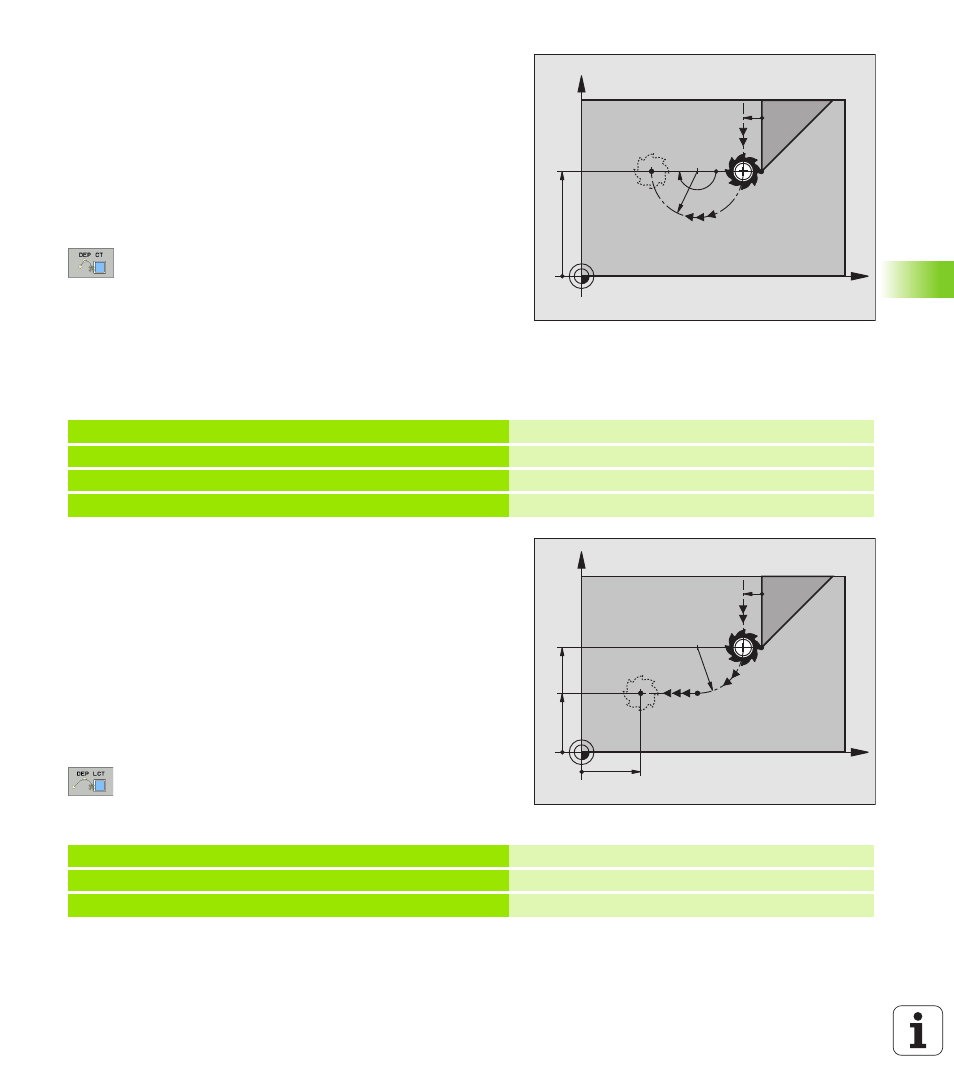
Odjet po kruhové dráze s tangenciáln m
napojen m: DEP CT
TNC odj žd nástrojem po kruhové dráze z posledn ho bodu obrysu
P
E
do koncového bodu P
N
. Kruhová dráha se tangenciálně napojuje
na posledn prvek obrysu.
8
Naprogramován posledn ho obrysového prvku s koncovým
bodem P
E
a korekc rádiusu
8
Zahájen dialogu stisknut m klávesy APPR/DEP a softklávesy
DEP CT:
8
Úhel středů CCA kruhové dráhy
8
Rádius R kruhové dráhy
Nástroj má opustit obrobek na té straně, která byla
definována korekc rádiusu: Zadejte kladné R
Nástroj má opustit obrobek na protilehlé straně,
než která byla definována korekc rádiusu: R
zadejte záporné
Př klad NC bloků
Odjet po kruhové dráze s tangenciáln m
napojen m na obrys a př mý úsek: DEP LCT
TNC odj žd nástrojem po kruhové dráze z posledn ho bodu obrysu
P
E
do pomocného bodu P
H
. Odtud odj žd po př mce do koncového
bodu P
N
. Posledn obrysový prvek a př mka P
H
– P
N
maj s kruhovou
dráhou tangenciáln přechody. T m je kruhová dráha jednoznačně
definována rádiusem R.
8
Naprogramován posledn ho obrysového prvku s koncovým
bodem P
E
a korekc rádiusu
8
Zahájen dialogu stisknut m klávesy APPR/DEP a softklávesy
DEP LCT:
8
Zadán souřadnic koncového bodu P
N
8
Rádius R kruhové dráhy. Zadejte kladné R
Př klad NC bloků
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
23 L Y+20 RR F100
Posledn obrysový prvek: P
E
s korekc rádiusu
24 DEP CT CCA 180 R+8 F100
Úhel středu = 180°,
Rádius kruhové dráhy = 8 mm
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Posledn obrysový prvek: P
E
s korekc rádiusu
24 DEP LCT X+10 Y+12 R+8 F100
Souřadnice P
N
, rádius kruhové dráhy = 8 mm
25 L Z+100 FMAX M2
Vyjet v ose Z, skok na začátek, konec programu