Úvod – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 183
HEIDENHAIN iTNC 530
183
5.4 T
rojr
o
změrná kor
e
kce nástr
o
je (volitelný softwar
e
2)
5.4 Trojrozměrná korekce
nástroje (volitelný software 2)
Úvod
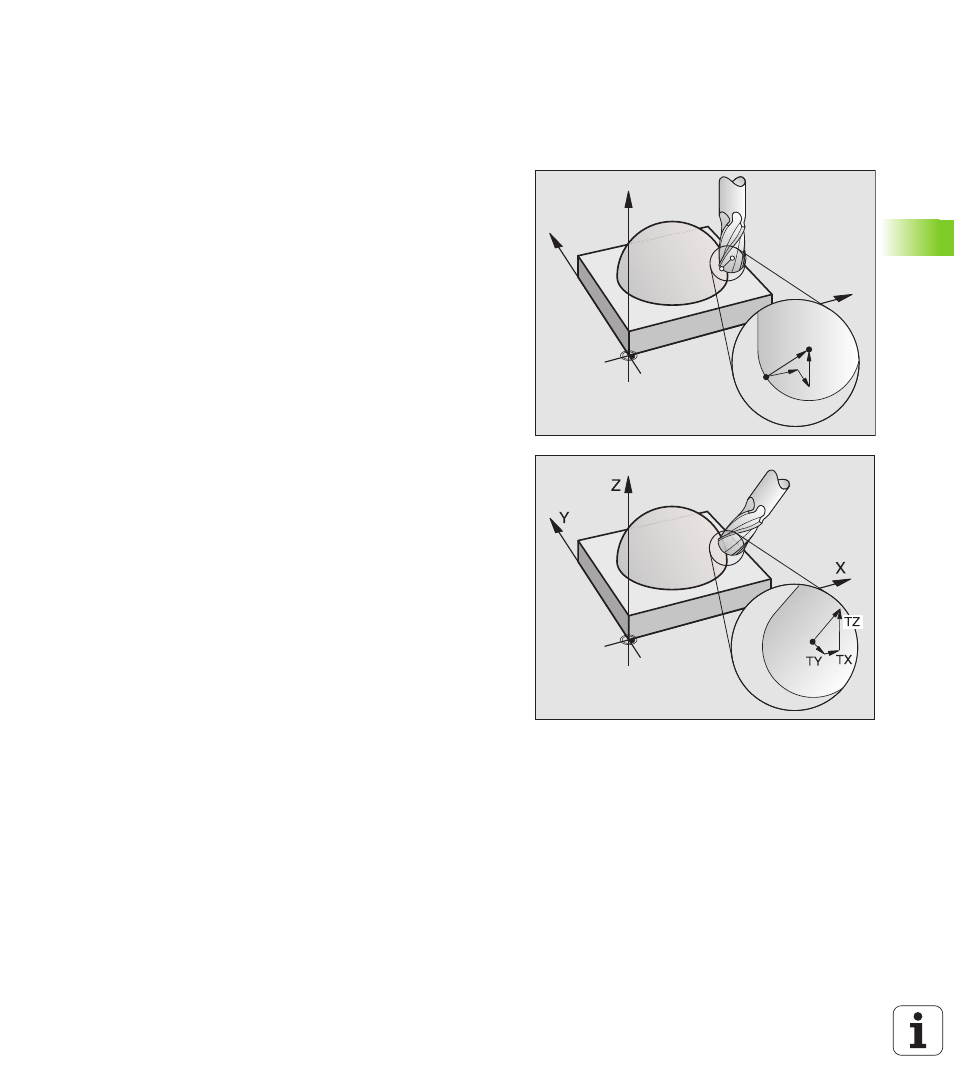
TNC může provádět pro př mkové bloky trojrozměrnou korekci
nástroje (3D korekci). Kromě souřadnic X, Y a Z koncového bodu
př mky mus tyto bloky obsahovat rovněž složky NX, NY a NZ vektoru
plošné normály (viz obrázek a vysvětlen dále).
Jestliže chcete kromě toho ještě realizovat orientaci nástroje nebo
trojrozměrnou korekci rádiusu, mus tyto bloky dále ještě obsahovat
normovaný vektor s komponentami TX, TY a TZ, který definuje
orientaci nástroje (viz obrázek).
Koncový bod př mky, složky normály plochy a složky pro orientaci
nástroje mus te nechat vypoč tat v systému CAD.
Možnosti použit
Použit nástrojů s rozměry, které nesouhlas s rozměry
vypoč tanými systémem CAD (3D korekce bez definice orientace
nástroje)
Čeln frézován : korekce geometrie frézy ve směru normály plochy
(3D korekce bez a s definic orientace nástroje). Obráběn prob há
primárně čeln stranou nástroje
Obvodové frézován : korekce rádiusu frézy kolmo ke směru
pohybu a kolmo ke směru nástroje (trojrozměrná korekce rádiusu
s definic orientace nástroje). Obráběn prob há primárně pláštěm
nástroje
Z
Y
X
P
T
NZ
P
NX
NY