6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 414
414
8 Programován : Cykly
8.6 SL
c
ykly
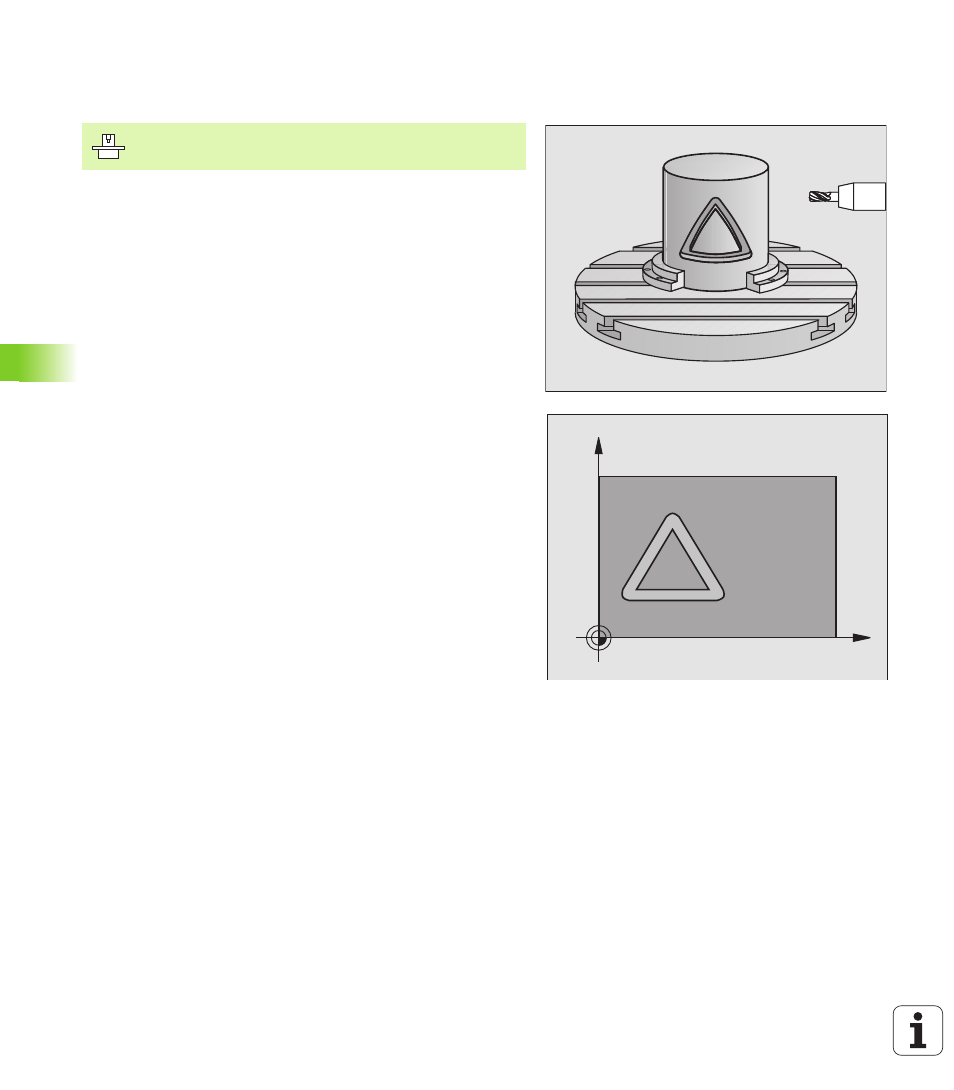
PLÁŠT’ VÁLCE frézován drážky (cyklus 28,
volitelný software 1)
T mto cyklem můžete přenést na plášt’ válce vodic drážku
definovanou na rozvinuté ploše válce. Na rozd l od cyklu 27 nastavuje
TNC nástroj u tohoto cyklu tak, aby stěny při aktivn korekci rádiusu
prob haly navzájem téměř rovnoběžně. Přesně rovnoběžné stěny
dostanete tehdy, když použijete nástroj velký jako je š řka drážky.
Č m je nástroj ve vztahu k š řce drážky menš , t m větš jsou zkreslen
vznikaj c u kruhových drah a šikmých př mek. Pro minimalizaci
těchto zkreslen způsobených pojezdy můžete parametrem Q21
stanovit toleranci, se kterou TNC přibl ž vyráběnou drážku takové
drážce, která by byla vyrobena nástrojem s průměrem odpov daj c m
š řce drážky.
Dráhu středu obrysu naprogramujte s udán m korekce rádiusu
nástroje. Korekc rádiusu urč te, zda TNC zhotov drážku sousledným
či nesousledným obráběn m.
1
TNC napolohuje nástroj nad bod zápichu.
2
V prvn hloubce př suvu frézuje nástroj posuvem pro frézován
Q12 podél stěny drážky; přitom se bere zřetel na př davek na
dokončen stěny.
3
Na konci obrysu přesad TNC nástroj na protilehlou stěnu drážky
a jede zpět k bodu zápichu.
4
Kroky 2 až 3 se opakuj , až se dosáhne naprogramované hloubky
frézován Q1.
5
Pokud jste definovali toleranci Q21, tak provede TNC dodatečné
obroben pro z skán pokud možno souběžných stěn drážky.
6
Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na posledn polohu naprogramovanou před cyklem (v závislosti
na strojn m parametru 7420).
C
Z
Stroj a TNC mus být výrobcem stroje připraveny.