HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 189
HEIDENHAIN iTNC 530
189
5.4 T
rojr
o
změrná kor
e
kce nástr
o
je (volitelný softwar
e
2)
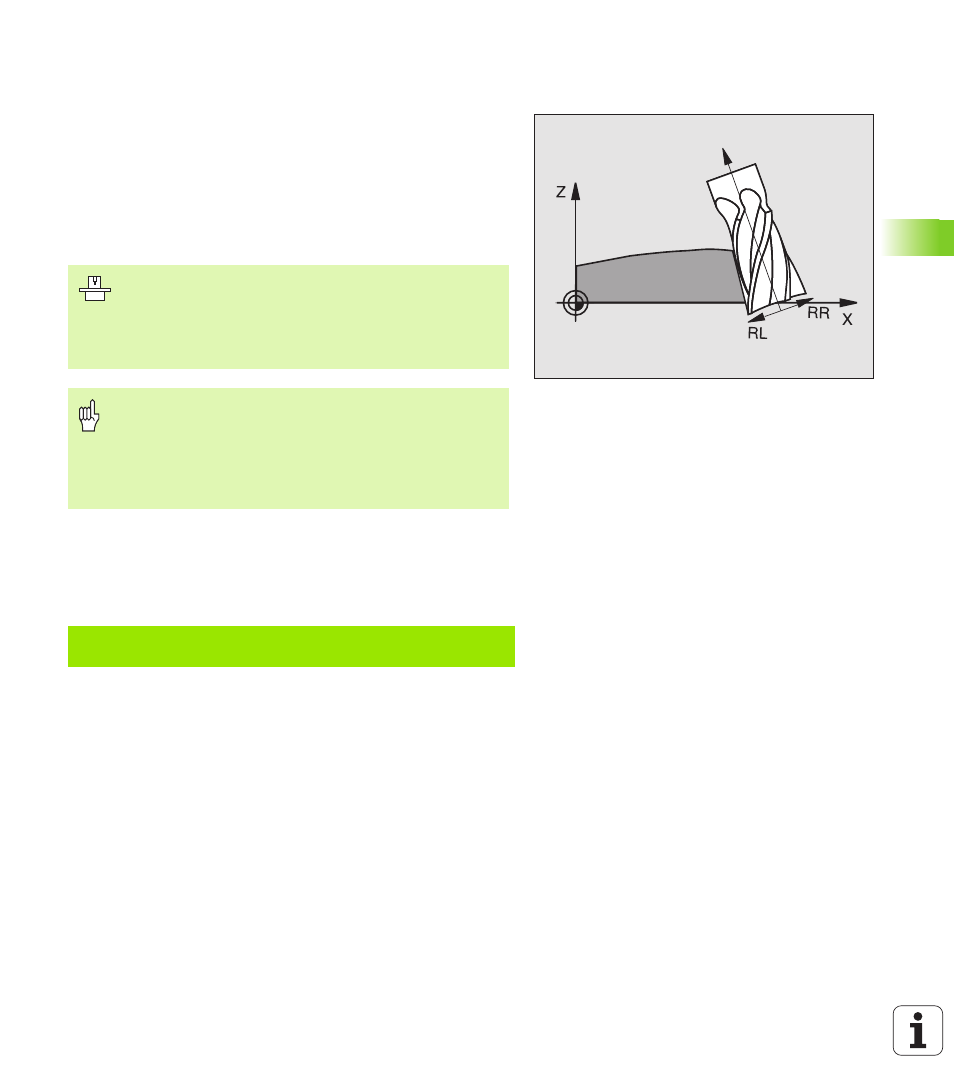
Peripheral Milling (Obvodové frézován ): 3D
korekce rádiusu s orientac nástroje
Při Peripheral Milling přesad TNC nástroj kolmo ke směru pohybu a
kolmo ke směru nástroje o součet delta hodnot DR (tabulka nástrojů
a TOOL CALL). Směr korekce definujete korekc rádiusu RL/RR (viz
obrázek, směr pohybu Y+). Aby TNC mohl dosáhnout zadanou
orientaci nástroje, mus te aktivovat funkci M128 (viz „Zachován
polohy hrotu nástroje při polohován naklápěc ch os (TCPM): M128
(volitelný software 2)” na str. 284). TNC pak napolohuje rotačn osy
stroje automaticky tak, aby nástroj dosáhl předvolenou orientaci
nástroje s aktivn korekc .
Orientaci nástrojů můžete definovat dvěma způsoby:
V bloku LN zadán m složek TX, TY a TZ.
V bloku L udán m souřadnic rotačn ch os
Př klad: Formát bloku s orientac nástroje
Tato funkce je možná pouze u strojů, v jejichž konfiguraci
naklápěc ch os lze definovat prostorové úhly. Informujte
se ve vaš př ručce ke stroji.
TNC nemůže automaticky polohovat rotačn osy u všech
strojů. Informujte se ve vaš př ručce ke stroji.
Nebezpeč kolize!
U strojů, jejichž rotačn osy dovoluj jenom omezený
rozsah pojezdu, mohou při automatickém polohován
vzniknout pohyby, které vyžaduj např klad otočen stolu
o 180°. Věnujte pozornost nebezpeč kolize hlavy s
obrobkem nebo up nadly.
1 LN X+31,737 Y+21,954 Z+33,165
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN:
př mka s 3D korekc
X, Y, Z:
korigované souřadnice koncového bodu př mky
TX, TY, TZ:
složky normovaného vektoru pro orientaci nástroje
F:
posuv
M:
př davná funkce