11 přklady pr ogramován – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 578
578
11 Programován : Q parametry
11.11 Přklady pr
ogramován
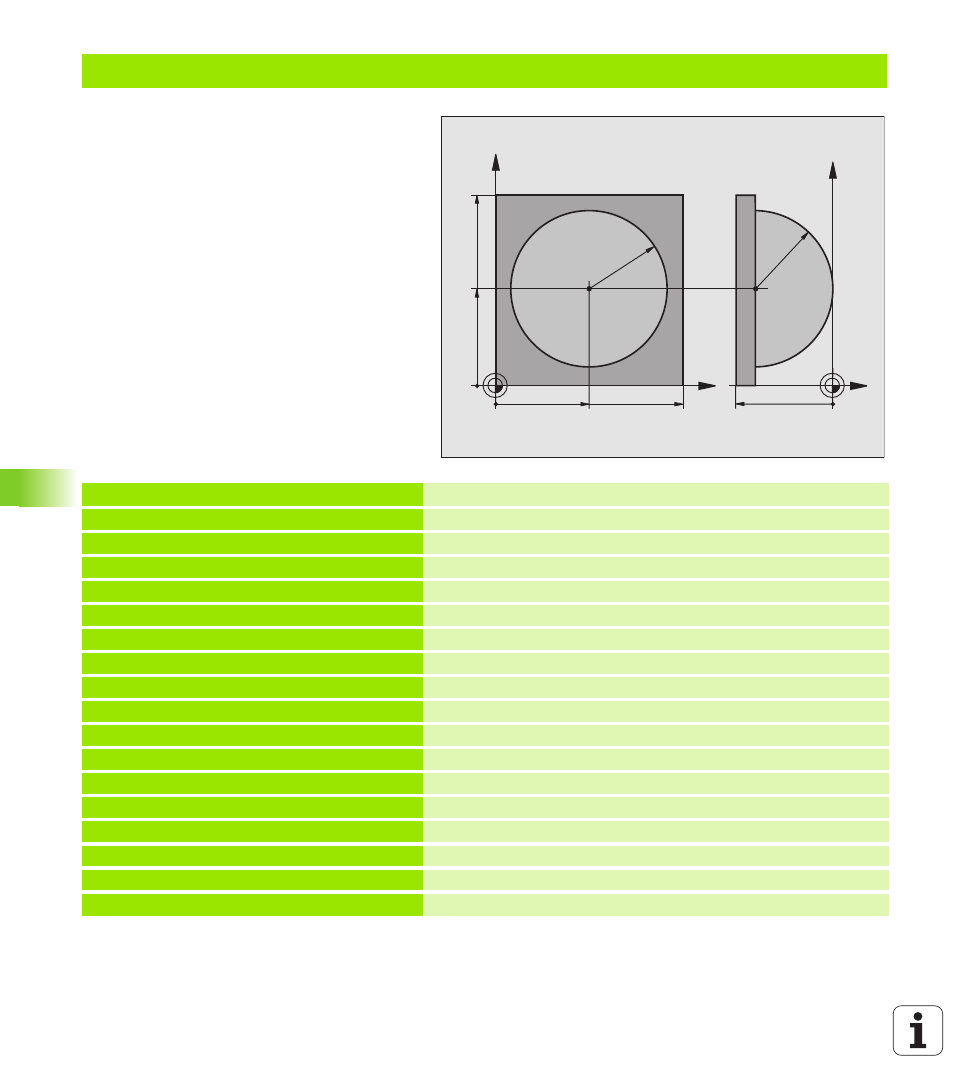
Př klad: vypouklá (konvexn ) koule stopkovou frézou
Průběh programu
Program funguje pouze se stopkovou frézou
Obrys koule se aproximuje velkým množstv m
malých př mkových úseků (rovina Z/X, počet se
definuje v Q14). Č m menš úhlový krok se
definuje, t m hladš je obrys
Počet obrysových řezů urč te pomoc úhlového
kroku v rovině (v Q18).
Koule se frézuje v 3D řezu zespoda nahoru
Rádius nástroje se koriguje automaticky
0 BEGIN PGM KOULE MM
1 FN 0: Q1 = +50
Střed v ose X
2 FN 0: Q2 = +50
Střed v ose Y
3 FN 0: Q4 = +90
Prostorový úhel startu (rovina Z/X)
4 FN 0: Q5 = +0
Prostorový koncový úhel (rovina Z/X)
5 FN 0: Q14 = +5
Úhlový krok v prostoru
6 FN 0: Q6 = +45
Rádius koule
7 FN 0: Q8 = +0
Úhel startu natočen v rovině X/Y
8 FN 0: Q9 = +360
Koncový úhel natočen v rovině X/Y
9 FN 0: Q18 = +10
Úhlový krok v rovině X/Y pro hrubován
10 FN 0: Q10 = +5
Př davek na rádius koule pro hrubován
11 FN 0: Q11 = +2
Bezpečnostn vzdálenost pro předpolohován v ose vřetena
12 FN 0: Q12 = +350
Posuv při frézován
13 BLK FORM 0.1 Z X+0 Y+0 Z 50
Definice neobrobeného polotovaru
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+7.5
Definice nástroje
16 TOOL CALL 1 Z S4000
Vyvolán nástroje
17 L Z+250 R0 FMAX
Odjet nástroje
X
Y
50
100
100
Z
Y
-50
R45
50
R45