Zpracování 3d dat (cyklus 30), 8 cykly pr o plošné frézován (řádkován) – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 443
HEIDENHAIN iTNC 530
443
8.8 Cykly pr
o plošné frézován (řádkován)
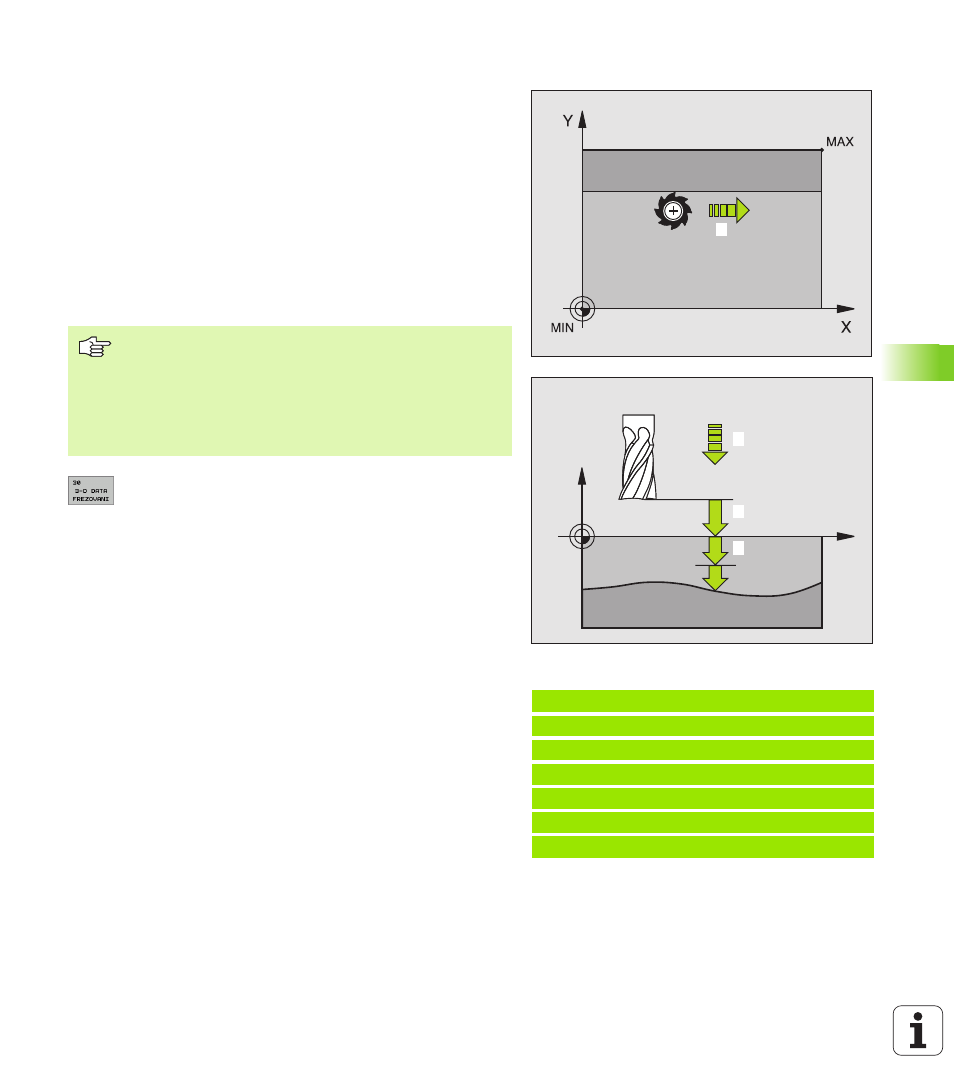
ZPRACOVÁNÍ 3D DAT (cyklus 30)
1
TNC napolohuje nástroj rychloposuvem z aktuáln polohy v ose
vřetena na bezpečnostn vzdálenost nad bod MAX
naprogramovaný v cyklu.
2
Potom TNC přejede nástrojem rychloposuvem FMAX v rovině
obráběn na bod MIN naprogramovaný v cyklu.
3
Odtud odjede nástrojem posuvem př suvu do hloubky na prvn
bod obrysu.
4
Potom TNC obrob všechny body uložené v souboru
digitalizovaných dat posuvem pro frézován ; je li třeba, odj žd
TNC podle okolnost na bezpečnostn vzdálenost, aby se
přeskočily neobrobené oblasti.
5
Na konci odjede TNC nástrojem rychloposuvem FMAX zpět do
bezpečnostn vzdálenosti.
8
Jméno souboru 3D dat: zadejte jméno souboru, v
němž jsou uložena data; pokud se soubor nenacház
v aktuáln m adresáři, pak zadejte kompletn cestu k
souboru
8
MIN bod oblasti: minimáln bod oblasti (souřadnice
X, Y a Z), v n ž se má frézovat.
8
MAX bod oblasti: maximáln bod (souřadnice X, Y a
Z) oblasti, v n ž se má frézovat
8
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost mezi hrotem nástroje a povrchem
obrobku při pohybech rychloposuvem
8
Hloubka př suvu
2
(inkrementálně): rozměr, o který
se nástroj pokaždé přisune
8
Posuv do hloubky
3
: pojezdová rychlost nástroje při
zanořován do obrobku v mm/min
8
Posuv při frézován
4
: pojezdová rychlost nástroje
při frézován v mm/min
8
Př davná funkce M: volitelné zadán př davné
funkce, např klad M13
Př klad: NC bloky
64 CYCL DEF 30.0 ZPRACOVÁNÍ 3D DAT
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z 20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30.4 VZDÁL 2
69 CYCL DEF 30.5 PŘÍSUV +5 F100
70 CYCL DEF 30.6 F350 M8
4
X
Z
1
2
3
Před programován m dbejte na tyto body
Cyklem 30 můžete zpracovávat programy připravené
popisným dialogem a soubory PNT.
Obráb te li PNT soubory, ve kterých nen uvedena žádná
souřadnice osy vřetena, urč se hloubka frézován z
programovaného MIN bodu osy vřetena.