2 základy k dráhovým funkcm – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 203
HEIDENHAIN iTNC 530
203
6.2 Základy k dráhovým funkcm
Korekce rádiusu
Korekce rádiusu mus být zadána v tom bloku, j mž naj žd te na prvn
obrysový prvek. Korekce rádiusu nesm zač nat v bloku pro kruhovou
dráhu. Naprogramujte ji předt m v př mkovém bloku viz „Dráhové
pohyby – pravoúhlé souřadnice”, str. 212) nebo v bloku najet (blok
APPR,viz „Najet a opuštěn obrysu”, str. 205).
Předpolohován
Předvolte polohu nástroje na začátku programu obráběn tak, aby
bylo vyloučeno poškozen nástroje a obrobku.
Vytvářen programových bloků klávesami dráhových funkc
Stiskem šedých kláves dráhových funkc zaháj te popisný dialog.
TNC se postupně dotáže na všechny informace a vlož programový
blok do programu obráběn .
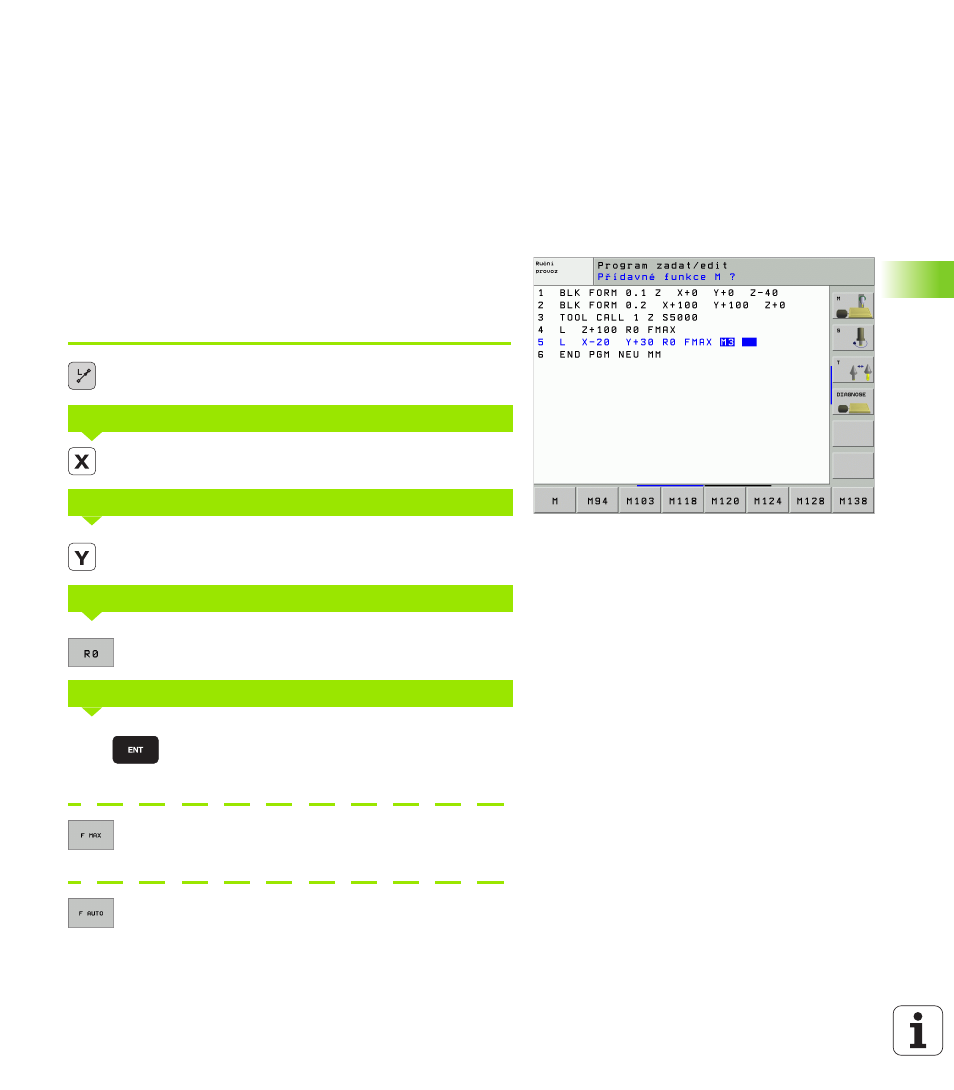
Př klad – programován př mky.
Otevřete programovac dialog: např klad Př mka
Zadejte souřadnice koncového bodu př mky, např.
20 v X
Zadejte souřadnice koncového bodu př mky, např.
30 v Y, klávesou ZADÁNÍ potvr te
Zvolte korekci rádiusu: např klad stiskněte
softklávesu R0, nástroj poj žd bez korekce
Zadejte posuv a potvr te zadán klávesou ZADÁNÍ
(ENT): např klad 100 mm/min. Při programován v
palc ch: zadán 100 odpov dá posuvu 10 palců/min.
Poj žděn rychloposuvem: stiskněte softklávesu
FMAX, nebo
Pojezd posuvem, který je definovaný v bloku TOOL
CALL: stiskněte softklávesu FAUTO.
SOUŘADNICE?
SOUŘADNICE?
KOREKCE RÁDIUSU: RL/RR/BEZ KOREKCE?
POSUV F=? / F MAX = ZADÁNÍ
100