8 definován postupu při polohován funkc plane – HEIDENHAIN iTNC 530 (340 49x-02) Uživatelská příručka
Stránka 504
504
9 Programován : Speciáln funkce
9.8 Definován postupu při polohován funkc PLANE
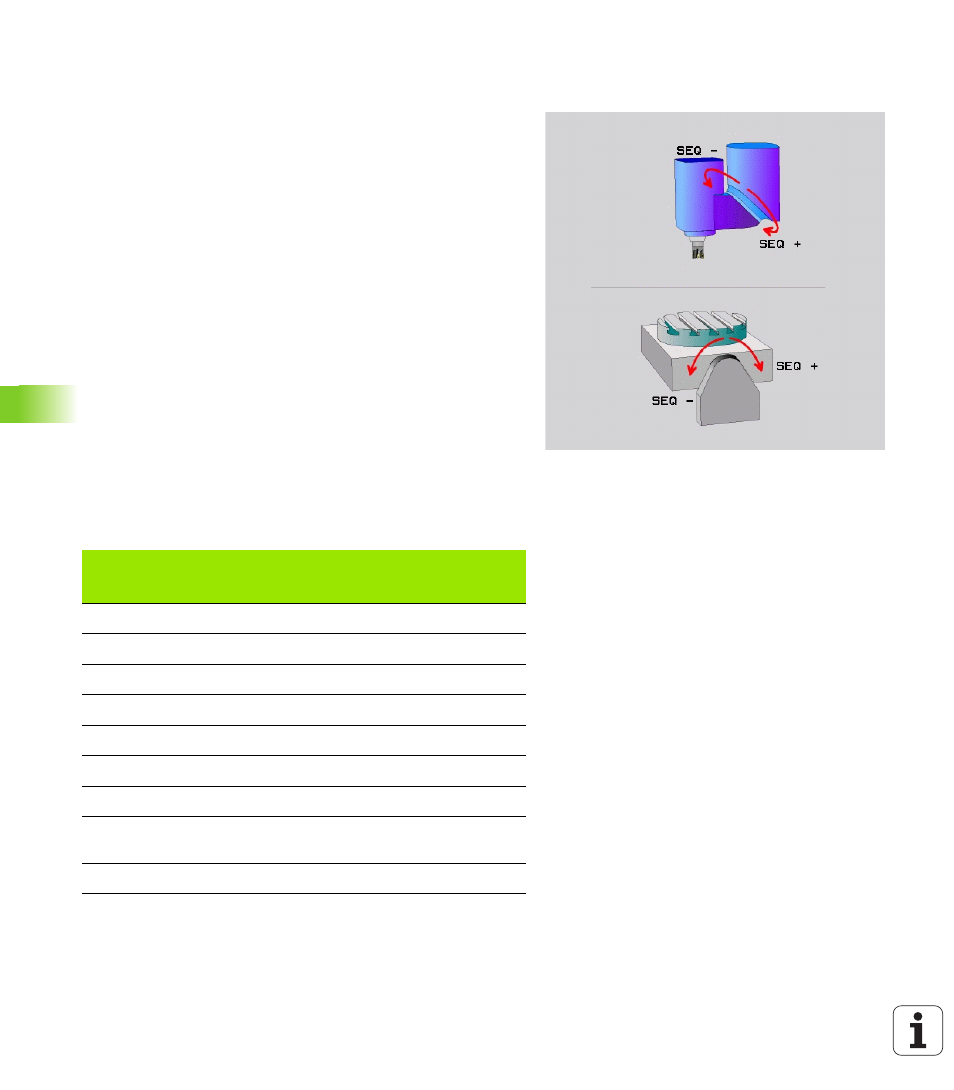
Výběr alternativn ch možnost naklápěn : SEQ
+/– (volitelné zadán )
Z vámi definované polohy roviny obráběn mus TNC vypoč tat k tomu
vhodné postaven rotačn ch os na vašem stroji. Zpravidla vznikaj
vždy dvě možná řešen .
Přep načem SEQ nastav te, které z možných řešen má TNC použ t:
SEQ+ napolohuje hlavn osu tak, že zaujme kladný úhel. Hlavn osa
je 2. rotačn osa, vycház me li od stolu, nebo 1. rotačn osa,
vycház me li od nástroje (závis na konfiguraci stroje, viz též
obrázek vpravo nahoře)
SEQ napolohuje hlavn osu tak, že zaujme záporný úhel.
Nelež li vámi zvolené řešen pomoc SEQ v rozsahu pojezdu stroje,
vydá TNC chybové hlášen Nedovolený úhel.
Nedefinujete li SEQ, zjist TNC řešen takto:
1
TNC nejdř ve překontroluje, zda obě možná řešen lež v rozsahu
pojezdu rotačn ch os
2
Je li tomu tak, zvol TNC řešen , kterého lze dosáhnout nejkratš
cestou
3
Je li v rozsahu pojezdu pouze jedno řešen , pak TNC zvol toto
řešen
4
Nelež li žádné řešen v rozsahu pojezdu, vydá TNC chybové
hlášen Nedovolený úhel.
Př klad pro stroj s otočným stolem C a naklápěc m stolem A.
Programovaná funkce: PLANE SPATIAL SPA+0 SPB+45 SPC+0
Koncové
sp nače
Poloha
startu
SEQ
Výsledné
postaven
osy
Žádný
A+0, C+0
Neprogram.
A+45, C+90
Žádný
A+0, C+0
+
A+45, C+90
Žádný
A+0, C+0
–
A–45, C–90
Žádný
A+0, C–105
Neprogram.
A–45, C–90
Žádný
A+0, C–105
+
A+45, C+90
Žádný
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
Neprogram.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Chybové
hlášen
Žádný
A+0, C–135
+
A+45, C+90