HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 45
Advertising
45
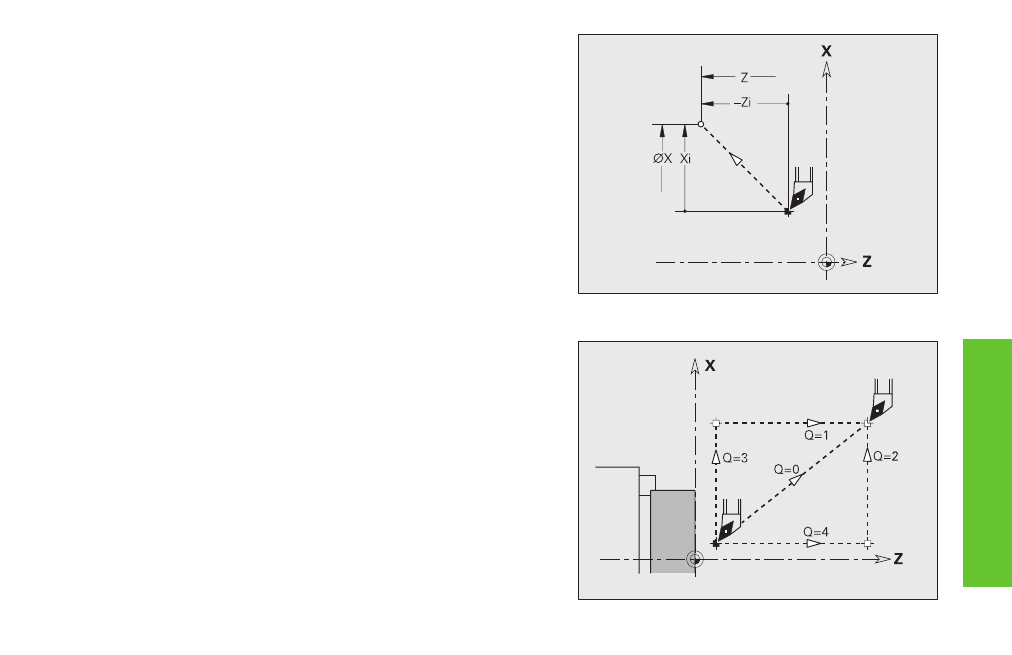
Bod výměny nástroje G14
Suport jede do polohy výměny nástroje rychloposuvem. Souřadnice
bodu výměny definujete v provozn m režimu SEŘIZOVÁNÍ.
Parametry
Q:
pořad – standardně: 0
0:
dráha po diagonále
1:
nejprve směr X, pak směr Z
2:
nejprve směr Z, pak směr X
3:
pouze směr X
4:
pouze směr Z
Rychloposuv G0
Nástroj jede rychloposuvem nejkratí cestou do cílového bodu.
Parametry
X, Z: průměr, vzdálenost c lového bodu (X rozměr průměru)
Pohyby
nástr
ojů:
bez
obráběn
Advertising
Podívejte se také na další dokumenty v kategorii Nářadí HEIDENHAIN:
- ND 280 User Manual (Stránek: 93)
- ND 287 User Manual (Stránek: 145)
- ND 282 B (Stránek: 39)
- ND 281 B (Stránek: 65)
- ND 231 B (Stránek: 56)
- ND 221 B (Stránek: 45)
- ND 550 (Stránek: 8)
- NDP 560 (Stránek: 10)
- ND 523 (Stránek: 95)
- ND 570 (Stránek: 8)
- ND 750 (Stránek: 47)
- ND 760 (Stránek: 72)
- ND 770 (Stránek: 41)
- ND 780 (Stránek: 125)
- NDP 960 (Stránek: 68)
- ND 970 (Stránek: 47)
- ND 1200 (Stránek: 141)
- ND 1200R (Stránek: 96)
- PT 855 for Milling (Stránek: 114)
- PT 855 for Turning (Stránek: 87)
- PT 880 (Stránek: 151)
- SW 68894x-02 (Stránek: 621)
- SW 68894x-02 DIN Programming (Stránek: 607)
- SW 54843x-03 (Stránek: 651)
- SW 68894x-03 DIN Programming (Stránek: 616)
- SW 68894x-03 (Stránek: 650)
- MANUALplus 4110 (Stránek: 550)
- MANUALplus 4110 Pilot (Stránek: 112)
- CNC Pilot 4290 V7.1 (Stránek: 725)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Stránek: 117)
- CNC Pilot 4290 (Stránek: 480)
- CNC Pilot 4290 Description of the Y axis (Stránek: 64)
- TNC 310 (286 040) (Stránek: 205)
- TNC 128 (77184x-02) (Stránek: 508)
- TNC 128 (77184x-01) (Stránek: 505)
- NC 124 (Stránek: 122)
- TNC 310 (286 140) (Stránek: 250)
- TNC 310 (286 140) Pilot (Stránek: 60)
- TNC 320 (340 551-01) (Stránek: 465)
- TNC 320 (340 551-02) (Stránek: 488)
- TNC 320 (340 55x-03) (Stránek: 523)
- TNC 620 (340 56x-01) Touch Probe Cycles (Stránek: 163)
- TNC 320 (340 55x-04) (Stránek: 493)
- TNC 320 (340 55x-04) Cycle programming (Stránek: 437)