HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 72
72
Pokračován na dalš straně
Obrysové
cykly
soustružen
Obráběn obrysu načisto G890
G890 obrob načisto souběžně s obrysem část obrysu popsanou
bloky ”NS, NE”.
Parametry
NS, NE č slo počátečn ho a koncového bloku (reference na úsek
obrysu)
E:
zanořován
■
E=0: klesaj c obrysy se neobrob
■
E>0: posuv při zanořován
■
bez zadán : redukce posuvu v závislosti na úhlu zanořován
maximálně 50%
V:
identifikátor zkosen /zaoblen na začátku/konec úseku obrysu
standardně: 0; zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
■
V=4: obrob se jen zkosen /zaoblen nikoli základn prvek
(předpoklad: úsek obrysu je tvořen jediným obrysovým prvkem)
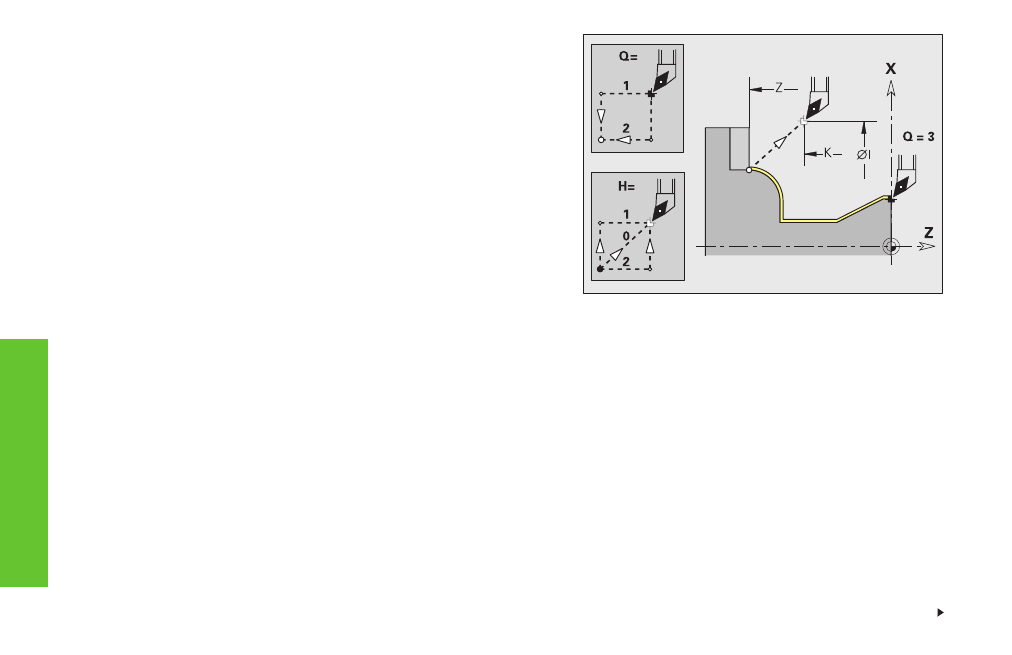
Q:
způsob najet standardně: 0
■
Q=0: automatická volba CNC PILOT zkontroluje možnosti
najet :
– diagonáln najet
– nejprve směr X, pak směr Z
– ekvidistantně kolem překážky
– vynechán prvn ch obrysových prvků, je li poloha startu
nedostupná
■
Q=1: nejprve směr X, pak směr Z
■
Q=2: nejprve směr Z, pak směr X
■
Q=3: nenaj žd se nástroj je v bl zkosti výchoz ho bodu části
obrysu
■
Q=4: vyhlazen zbytku
H:
odj žděn standardně: 3
Nástroj odj žd v úhlu 45° proti směru
obráběn a jede do polohy ”I, K” takto:
■
H=0: diagonálně
■
H=1: nejprve směr X, pak směr Z
■
H=2: nejprve směr Z, pak směr X
■
H=3: zastav se na bezpečnostn vzdálenosti
■
H=4: nástroj neodj žd , zůstane stát na
koncové souřadnici
X/Z:
omezen řezu (X rozměr průměru) bez
zadán : řez bez omezen
D:
potlačen prvků (ovlivňuje obráběn zápichů,
odlehčovac ch zápichů (výběhů) a
soustružených vybrán : viz tabulka) –
standardně: 1