HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 78
78
Vrtac cyklus G71
G71 obráb axiáln a radiáln d ry pevnými nebo poháněnými nástroji.
Tento cyklus se použ vá pro :
■
jednotlivé d ry bez popisu obrysu
■
d ry s popisem obrysu (jednotlivé d ry nebo plány děr)
Parametry
NS:
č slo bloku obrysu d ry (G49 , G300 nebo G310 Geo) bez
zadán : jednotlivé d ry bez popisu obrysu
X, Z: poloha, vzdálenost koncový bod d ry u axiáln ch/radiáln ch děr
(X rozměr průměru)
E:
časová prodleva v sekundách (k doř znut na konci d ry)
standardně: 0
V:
redukce posuvu (50%) standardně: 0
■
V=0 nebo 2: redukce posuvu na začátku
■
V=1 oder 3: redukce posuvu na začátku a na konci
■
V=4: redukce posuvu na konci
■
V=5: bez redukce posuvu
Výjimka: při V=0 a V=1: bez redukce posuvu při navrtáván
vrtáky s vyměnitelnými destičkami a šroubovitými vrtáky s úhlem
vrtáku 180°
D:
rychlost návratu standardně: 0
■
D=0: rychloposuv
■
D=1: posuv
K:
rovina návratu (radiáln d ry a d ry v rovině YZ: rozměr průměru)
bez zadán : nástroj odj žd do výchoz polohy nebo na
bezpečnostn vzdálenost
Vrtac
cykly
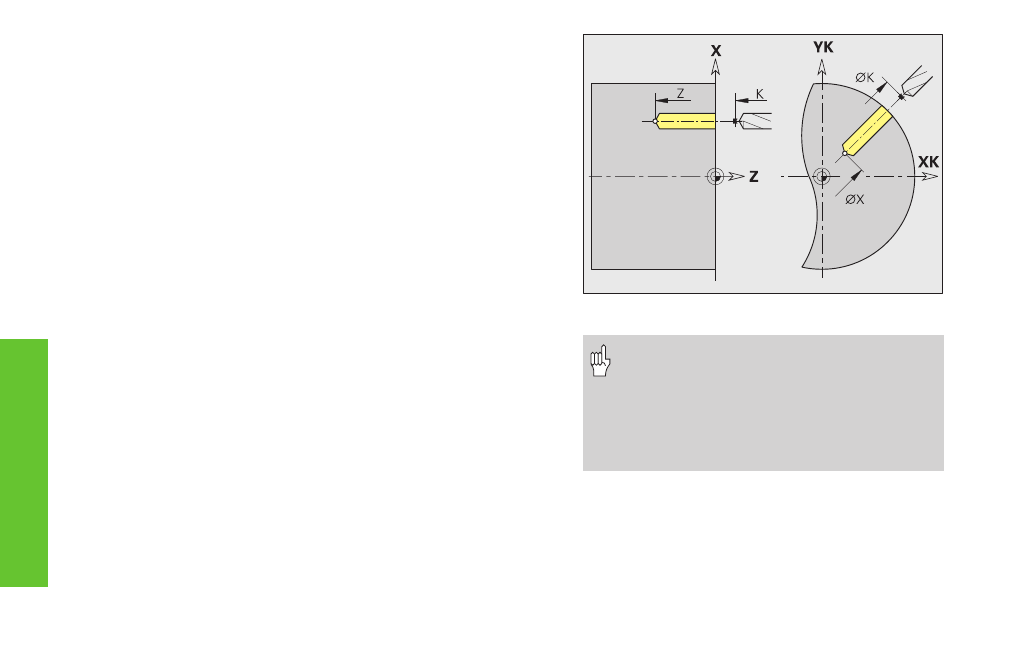
Jednotlivá d ra bez popisu obrysu:
programujte alternativně „X nebo Z“.
D ra s popisem obrysu: „X, Z“ se
neprogramuje.
Plán děr: „NS“ ukazuje na obrys děr (nikoli
na definici plánu).