HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 91
91
Volba up nadel G65
G65 zobrazuje up nadla v grafické simulaci. G65 se mus programovat
samostatně pro každý up nac prvek. G65 H.. bez X, Z up nadlo zruš .
Up nadla jsou popsána v databance a definuj se v UPÍNADLA
(H=1..3).
”Q” definuje stupeň upnut a způsob upnut (vnějš /vnitřn ).
Parametry
H:
č slo up nadla (H=1..3: reference na UPÍNADLA)
X, Z: výchoz bod poloha referenčn ho bodu up nadla (X rozměr
průměru) vztah: nulový bod obrobku
D:
č slo vřetena (vztah: část programu ”UPÍNADLA”)
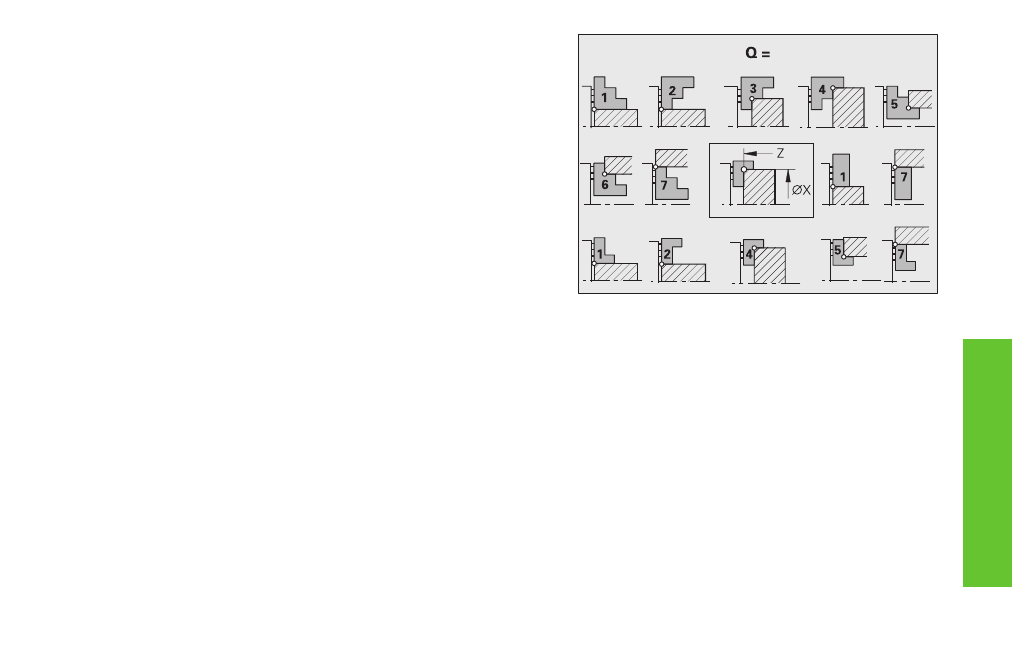
Q:
způsob pouze u up nac ch čelist (H=2) bez zadán : Q z části
programu ”UPÍNADLA”
Ostatn
G
funkce
Vřeteno s obrobkem G98
Funkc G98 definujete vřeteno, v němž je upnut obrobek. Přiřazen
obrobku k vřetenu je nutné pro závitové, vrtac a frézovac cykly, nen li
obrobek v hlavn m vřetenu.
Parametry
Q:
č slo vřetena standardně: 0 (hlavn vřeteno)