HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 66
66
V:
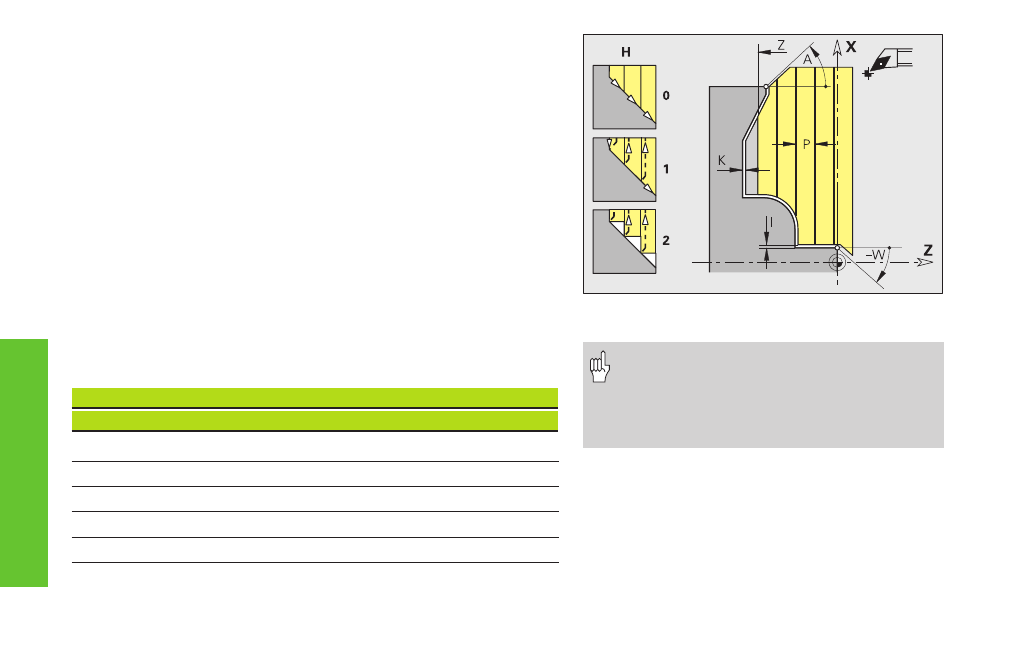
Identifikátor zkosen //zaoblen na začátku/konci úseku obrysu
standardně: 0
Zkosen /zaoblen se obrob :
■
V=0: na počátku a na konci
■
V=1: na počátku
■
V=2: na konci
■
V=3: bez obráběn
■
V=4: obrob se pouze zkosen /zaoblen – nikoliv základn prvek
(předpoklad: část obrysu se skládá z jednoho obrysového
prvku).
D:
Potlačen prvků (má vliv na obráběn odlehčovac ch zápichů,
soustružených vybrán : viz tabulka) – standardně: 0
B:
Předběh suportu při obráběn ve 4 osách
■
B=0: oba suporty pracuj na stejném průměru – s
dvojnásobným posuvem
■
B<>0: vzdálenost od „vedouc ho“ suportu (předběh). Suporty
pracuj se stejným posuvem na různých průměrech.
■
B<0: suport s větš m č slem vede
■
B>0: suport s menš m č slem vede
Obrysové
cykly
soustružen
Radiáln hrubován obrysu G820
Korekce rádiusu břitu: provád se
Př davky (G57/G58): započ távaj se
U cyklů se 4 osami dbejte na shodnost
nástrojů (typ nástroje, rádius břitu, úhel
břitu atd.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
1
–
–
–
2
–
3
–
–
–
–
4
–
–
–
„
“: Potlačen prvků