HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 89
89
Frézován
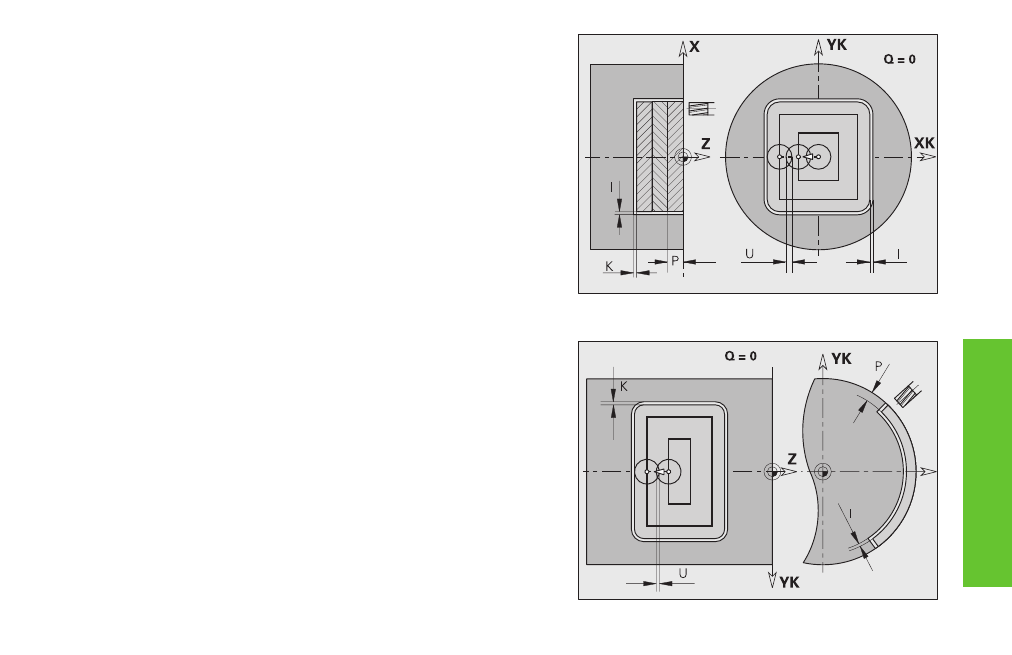
Frézován kapes hrubován G845
Frézován kapes načisto G846
G845 hrubuje, G846 obráb na čisto uzavřené obrysy/obrazce (tvary).
Parametry
NS:
č slo bloku (reference z úseku obrysu)
P:
(maximáln ) hloubka frézován (př suv v rovině obráběn )
R:
rádius oblouku naj žděn /odj žděn standardně: 0 (pouze u
G846)
■
R=0: na obrysový prvek se naj žd př mo; př suv do bodu najet
nad rovinou frézován pak kolmý př suv do hloubky
■
R>0: fréza naj žd /odj žd obloukem, který se napojuje na
obrysový prvek tangenciálně
I, K:
př davek ve směru X, Z (pouze u G845)
U:
(minimáln ) faktor překrýván překrýván drah frézován
(překryt = U*průměr frézy) standardně: 0,5
V:
faktor doběhu u obráběn v ose C je bez významu
H:
způsob frézován standardně: 0
■
H=0: nesousledně
■
H=1: sousledně
F:
posuv př suvu (do hloubky) standardně: aktivn posuv
E:
sn žený posuv na kruhových částech obrysu bez zadán :
aktuáln posuv
J:
rovina návratu bez zadán : nástroj odjede zpět do výchoz
polohy
■
čelo nebo zadn strana: poloha návratu ve směru Z
■
pocha pláště: poloha návratu ve směru X (rozměr průměru)
Q:
směr obráběn standardně: 0
■
Q=0: směrem ven
■
Q=1: směrem dovnitř