HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 65
65
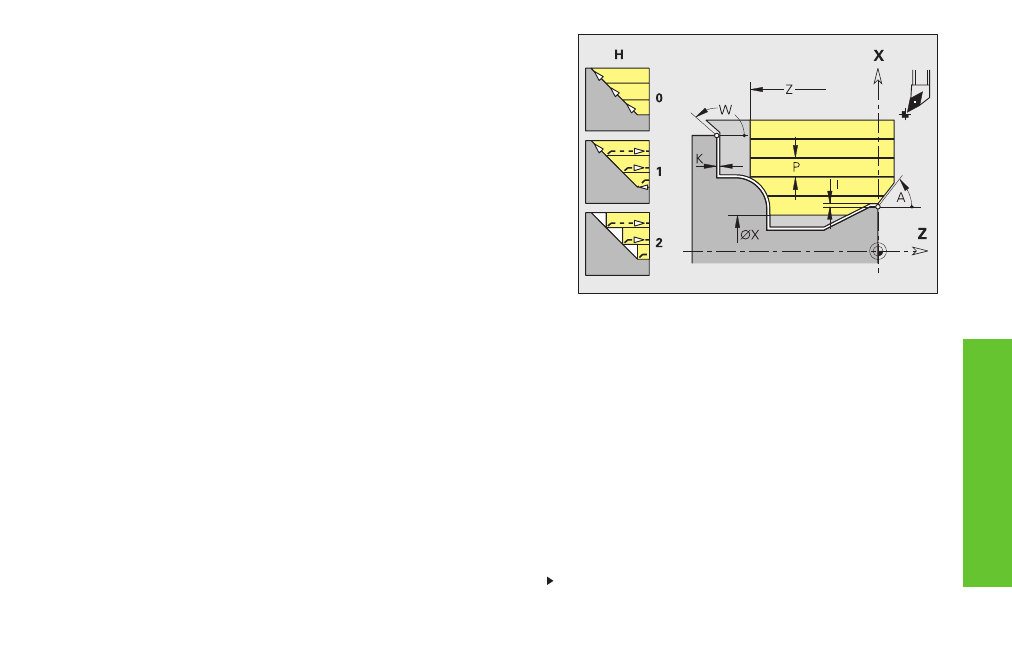
Hrubován axiálně G810 / Hrubován čelně G820
G810/G820 obráb (hrubuje) rozsah obrysu popsaný pomoc „NS,
NE“.
Parametry
NS, NE: č slo počátečn ho a posledn ho bloku (reference na úsek
obrysu)
P:
maximáln př suv
I, K:
př davky (I rozměr průměru) – standardně: 0
E:
Zanořován
■
E=0: neobrábět klesaj c obrysy
■
E>0: posuv při zanořován
■
bez zadán : redukce posuvu v závislosti na úhlu zanořován –
maximálně 50%
X/Z:
ohraničen řezu (X rozměr průměru)
H:
způsob odjezdu – standardně: 0
■
H=0: obrob podél obrysu po každém řezu
■
H=1: odsune se pod úhlem 45°; vyhlazen obrysu po
posledn m řezu
■
H=2: odsune se pod úhlem 45° – bez vyhlazen obrysu
A:
úhel nájezdu (vztah: osa Z)
■
G810 – standardně: 0°/180° (paralelně s osou Z)
■
G820 – standardně: 90°/270° (kolmo k ose Z)
W:
úhel odjezdu (vztah: osa Z)
■
G810 – standardně: 90°/270° (kolmo k ose Z)
■
G820 – standardně: 0°/180° (paralelně s osou Z)
Q:
odjet na konci cyklu – standardně: 0
■
Q=0: zpět do výchoz ho bodu (G810: nejdř ve ve směru X a
poté Z; G820: nejdř ve směr Z a poté X)
■
Q=1: napolohován před hotový obrys
■
Q=2: odjede do bezpečnostn vzdálenosti a zastav se.
Axiáln hrubován G810
Pokračován na dalš straně
Obrysové
cykly
soustružen