HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 57
Advertising
57
Nástr
oj,
kor
ekce
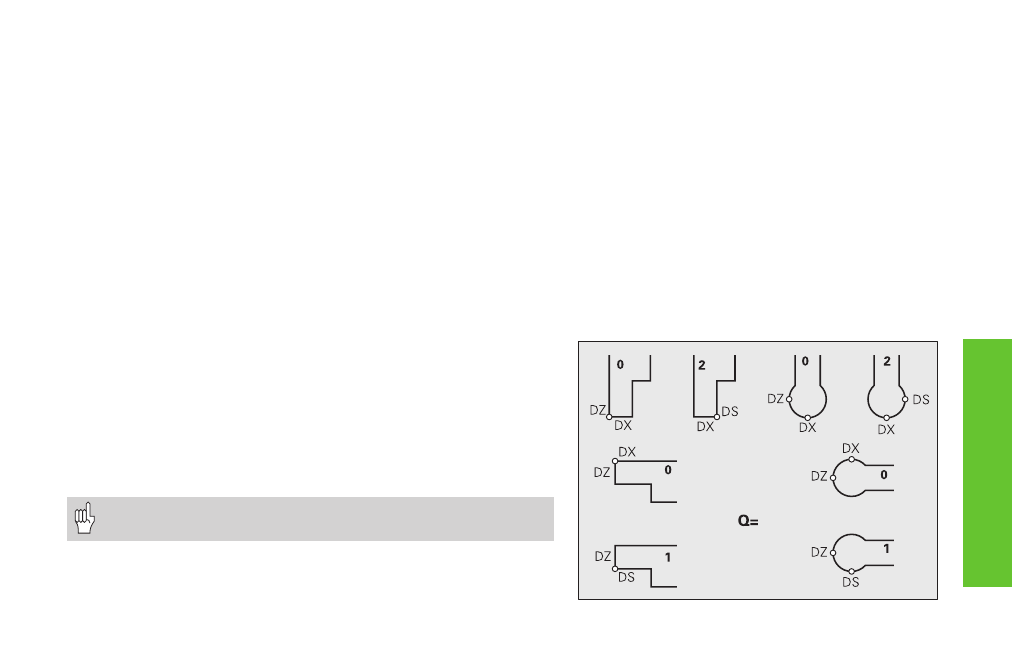
(Změna) korekce břitu G148
„O“ definuje korekce na opotřeben nástroje, které je třeba započ tat.
Při spuštěn programu a po př kazu T jsou aktivn DX, DZ.
Parametry
O:
výběr – standardně: 0
■
O=0: DX, DZ aktivn – DS inaktivn
■
O=1: DS, DZ aktivn – DX inaktivn
■
O=2: DX, DS aktivn – DZ inaktivn
Zápichové cykly G860, G866 berou automaticky zřetel na
„správnou“ korekci opotřeben nástroje.
Vyvolán nástroje T
Za ”T” následuje č slo WAPP. Č slo T můžete zadat bud př mo nebo je
zvolit ze seznamu nástrojů (přep nán klávesou ”DALŠÍ”).
Č slo WAPP:
W: č slo nosiče nástroje
A: č slo skupiny up načů
PP: č slo m sta v nosiči nástrojů
Pokud pracujete se složenými nástroji, programujte
”T PP.S” resp. ”T WAPP.S” (S = č slo vedlejš ho břitu).
.
Advertising