HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 63
63
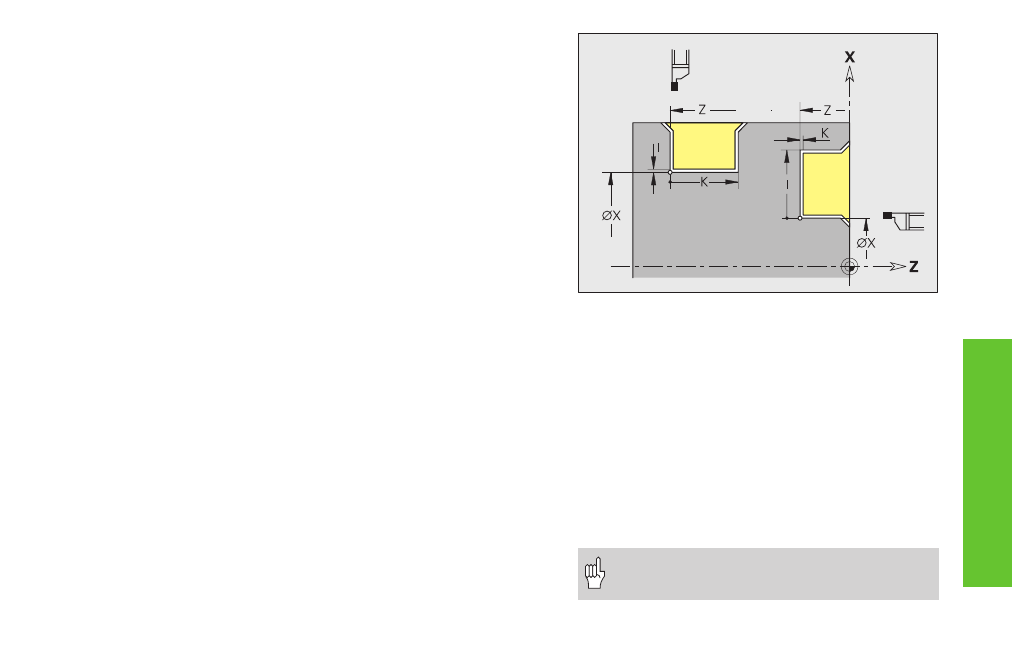
Zapichován G86
G86 vytvoř jednoduché radiáln a axiáln zápichy se zkosen m. CNC PI
LOT zjiš uje radiáln /axiáln př p. vnitřn /vnějš zápich z „polohy
nástroje“.
Programujete li př davek, tak se nejdř ve provede předp chnut a poté
zápich načisto (dokončen obroben ).
G86 vytvoř na straně zápichu zkosen . Pokud si zkosen nepřejete,
um stěte nástroj dostatečně daleko před zápichem. Výpočet startovn
pozice XS (rozměr průměru):
XS = XK + 2 * (1,3 – b)
XK: průměr obrysu
b:
š řka zkosen
Poloha nástroje na konci cyklu:
■
radiáln zápich:
X – výchoz poloha; Z – posledn poloha zápichu
■
axiáln zápich:
X – posledn poloha zápichu; Z – výchoz poloha
Parametry
X, Z: rohový bod (X rozměr průměru)
radiáln zápich:
I:
př davek
■
I>0: př davek (předp chnut a obroben načisto)
■
I=0: bez obroben načisto
K:
š řka zápichu – bez zadán : provád se zápichový pohyb (š řka
zápichu = š řka nástroje)
Jednoduché
cykly
soustružen
axiáln zápich:
I:
š řka zápichu – bez zadán : provád se
zápichový pohyb (š řka zápichu = š řka
nástroje).
K:
př davek
■
K>0: př davek (předp chnut a obroben
načisto)
■
K=0: bez obroben načisto
E
časová prodleva (doř znut ) – standardně:
doba trván jedné otočky
■
s př davkem na obroben načisto: pouze při
obráběn načisto
■
bez př davku na obroben načisto: při
každém zápichu
Korekce rádiusu břitu: neprovád se
Př davky: nezapoč távaj se