HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 76
76
Závitové
cykly
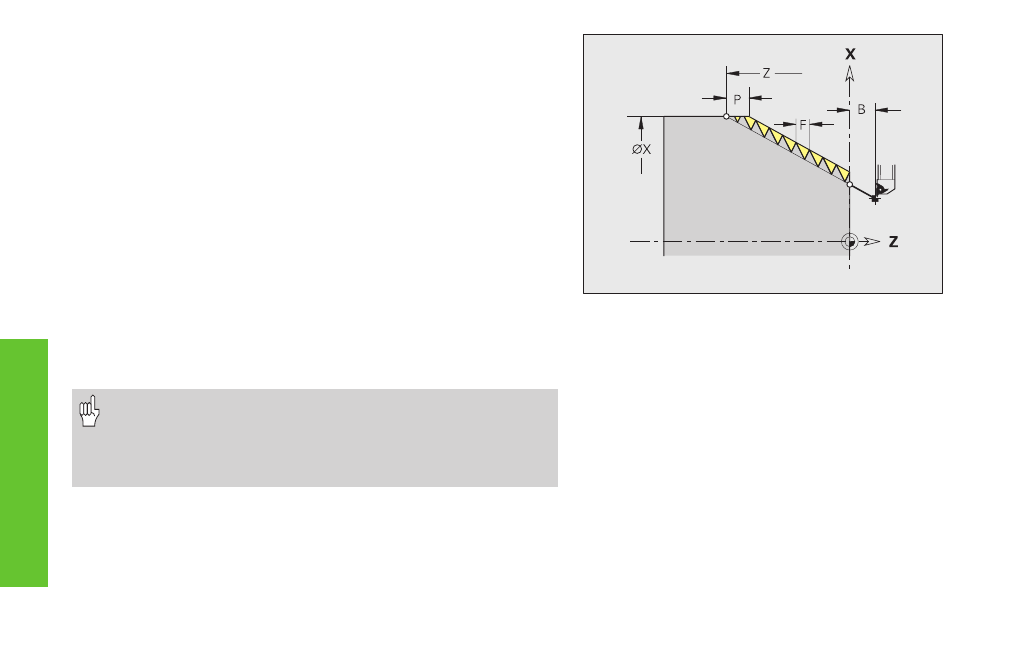
Závit jediným řezem G33
G33 vytvoř závit v libovolném směru a poloze (normáln válcový,
kuželový nebo spirálový závit; vnitřn nebo vnějš závit). Závit zač ná v
poloze nástroje a konč na ”X, Z”.
Parametry
X, Z: průměr, vzdálenost koncového bodu závitu (X rozměr průměru)
F:
posuv na otáčku (stoupán závitu)
B, P: délka rozběhu, doběhu standardně: 0 (viz G33)
C:
výchoz úhel – standardně: 0
Q:
č slo vřetena
H:
vztažný směr stoupán závitu standardně: 0
■
H=0: posuv v ose Z (pro axiáln a kuželové závity až do
maximálně +45°/ 45° k ose Z)
■
H=1: posuv v ose X (pro spirálové a kuželové závity až do
maximálně +45°/ 45° k ose X)
■
H=2: posuv v ose Y
■
H=3: dráhový posuv
E:
variabiln stoupán (stoupán závitu se na každou otáčku
zvětšuje/zmenšuje o E) standardně: 0
„Stop posuvu“ působ na konci řezu závitu.
Override posuvu je neúčinný.
Při vypnutém předbežném nastaven nepouž vejte override
vřetena!
Vytvořen závitu pomoc G95 (posuv na otáčku).
Výpočet „rozběhu závitu/doběhu závitu“
Suport potřebuje před vlastn m závitem určitý rozběh, aby mohl
zrychlit na programovanou hodnotu posuvu, a určitý doběh na konci
závitu k zabrzděn suportu.
Výpočet délky rozběhu:
BA > 0,75 * (F*S) / a + 0,15
Výpočet délky doběhu:
BE > 0,75 * (F*S) / e + 0,15
BA:
minimáln délka rozběhu
BE:
minimáln délka doběhu
F:
stoupán závit v mm/otáčku
S:
otáčky v otáčkách/sekundu
a, e: zrychlen v mm/s (a = „zrychlen na začátku
bloku“; e = „zrychlen na konci bloku“ ze
strojn ch parametrů 1105 a násl.)