HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 69
69
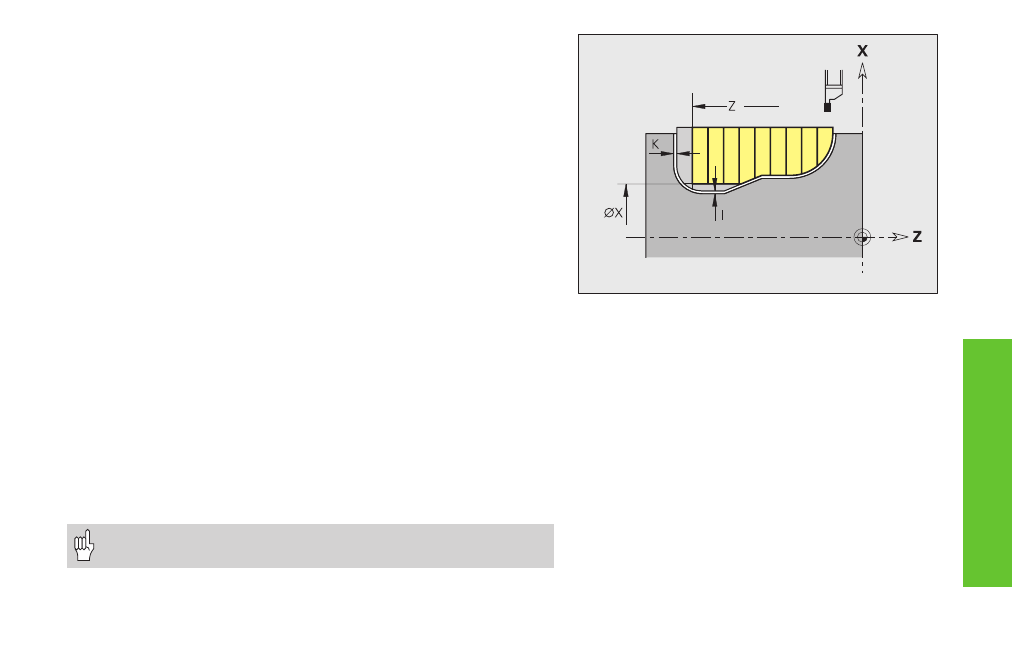
Zapichován G860
G860 obrob axiálně/radiálně (zapichován m) část obrysu popsanou
bloky ”NS, NE”.
Parametry
NS, NE: č slo počátečn ho a koncového bloku (reference na úsek
obrysu nebo NS = reference na zápich popsaný pomoc G22 /
G23 Geo)
I, K:
př davek (I rozměr průměru) standardně: 0
Q:
průběh standardně: 0
■
Q=0: hrubován a obráběn načisto
■
Q=1: jen hrubován
■
Q=2: jen načisto
X/Z: omezen řezu (X rozměr průměru)
V:
identifikátor zkosen /zaoblen na začátku/konec úseku obrysu
standardně: 0
zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
E:
posuv na čisto bez zadán : aktivn posuv
H:
odjet na konci cyklu standardně: 0
■
H=0: zpět do výchoz ho bodu (axiáln zápich: nejprve směr Z,
pak směr X; radiáln zápich: nejprve směr X, pak směr Z)
■
H=1: napolohován před hotový obrys
■
H=2: odjet do bezpečnostn vzdálenosti a zastaven
Korekce rádiusu břitu: provád se
Př davek (G57/G58): započ tává se
Obrysové
cykly
soustružen