HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 88
88
Frézován
R:
rádius oblouku naj žděn /odj žděn standardně: 0
■
R=0: na obrysový prvek se naj žd př mo; př suv do bodu najet
nad rovinou frézován pak kolmý př suv do hloubky
■
R>0: fréza naj žd /odj žd obloukem, který se napojuje na
obrysový prvek tangenciálně
■
R<0 u vnitřn ch rohů: fréza naj žd /odj žd obloukem, který se
napojuje na obrysový prvek tangenciálně
■
R<0 u vnějš ch rohů: délka lineárn ch prvku napojen a
výjezdu; na prvek obrysu se najede / z něho odjede
tangenciálně
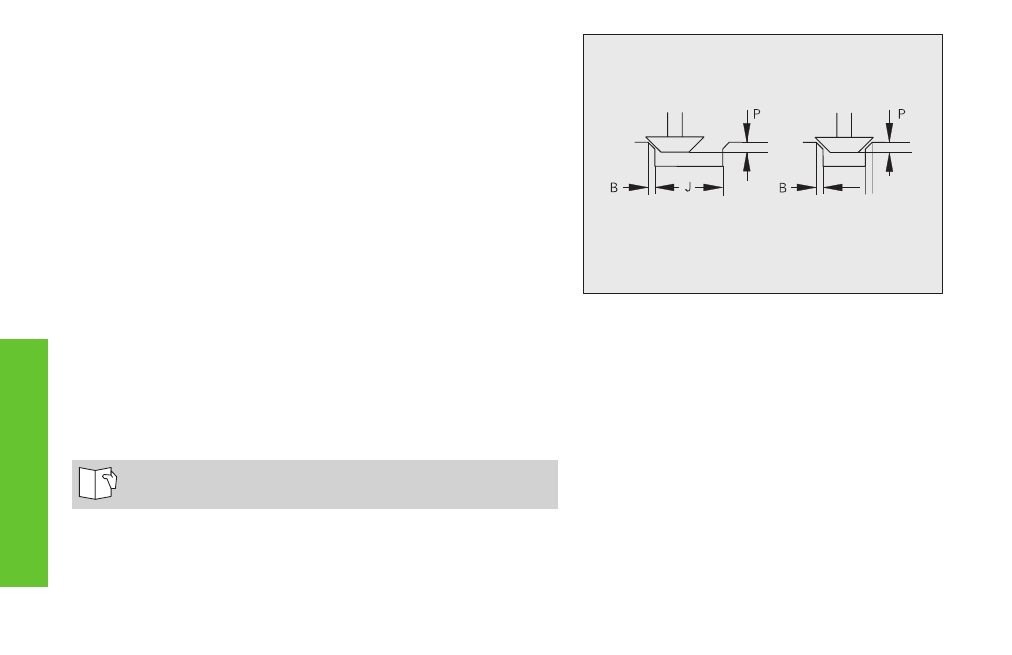
P:
Hloubka frézován
■
frézován , dokončován bez zadán : hloubka frézován z
popisu obrysu
■
odhrotován : hloubka zanořen nástroje
K:
rovina návratu bez zadán : nástroj odjede zpět do výchoz
polohy
■
čelo nebo zadn strana: poloha návratu ve směru Z
■
plocha pláště: poloha návratu ve směru X (rozměr průměru)
B:
š řka zkosen při odhrotován horn ch hran (znaménko bez
významu)
J:
předfrézovaný průměr (průměr frézy z cyklu frézován )
■
nutné pouze při odhrotován otevřeného obrysu
■
odpadá, je li průměr nástroje pro odhrotován = průměru
frézy
D, V: č slo počátečn ho a koncového prvku obrysu u obrazců (pouze
při obráběn d lč ch obrazců).
Viz ”Př ručka pro uživatele CNC PILOT 4290”.