HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 47
47
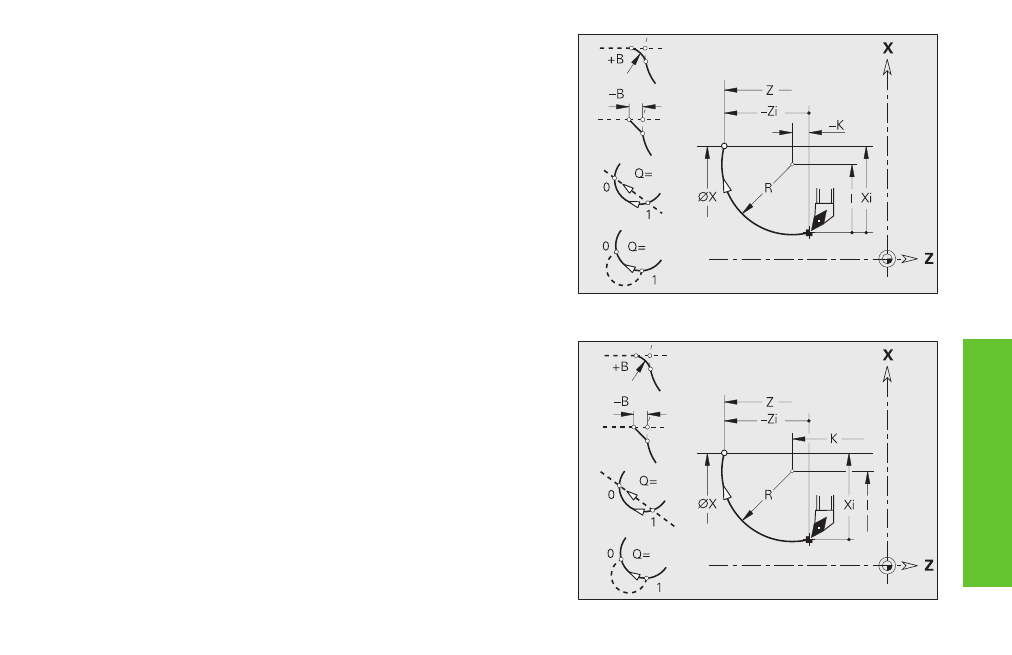
Kruhový pohyb
G2, G3 – inkrementáln , G12, G13 – absolutn kótován středu
Nástroj se pohybuje posuvem po kruhové dráze do ”koncového
bodu”. Smysl rotace pro G2, G3 resp. G12, G13 viz pomocný obrázek.
Pro zkosení/zaoblení platí zvlátní posuv
.
Parametry
X, Z: průměr, vzdálenost koncového bodu (X rozměr průměru)
R:
rádius (0 < R
200 000 mm)
Q:
volba průseč ku – standardně: Q=0
■
Q=0: vzdálenějš průseč k
■
Q=1: bližš průseč k
B:
zkosen /zaoblen
■
B bez zadán : tangenciáln přechod
■
B=0: netangenciáln přechod
■
B>0: rádius zaoblen
■
B<0: š řka zkosen
E:
faktor zvláštn ho posuvu (0 < E
1) – standard: 1
(zvláštn posuv = aktivn posuv * E)
při G2, G3:
I, K:
střed inkrementálně (vzdálenost výchoz bod – střed;
I údaj poloměru)
při G12, G13:
I, K:
střed absolutně (I rozměr poloměru)
Př klad: kruhový pohyb G2
Př klad: kruhový pohyb G12
Jednoduché
přmkové
a
kruhové
pohyby