HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 68
68
Obysové
cykly
soustružen
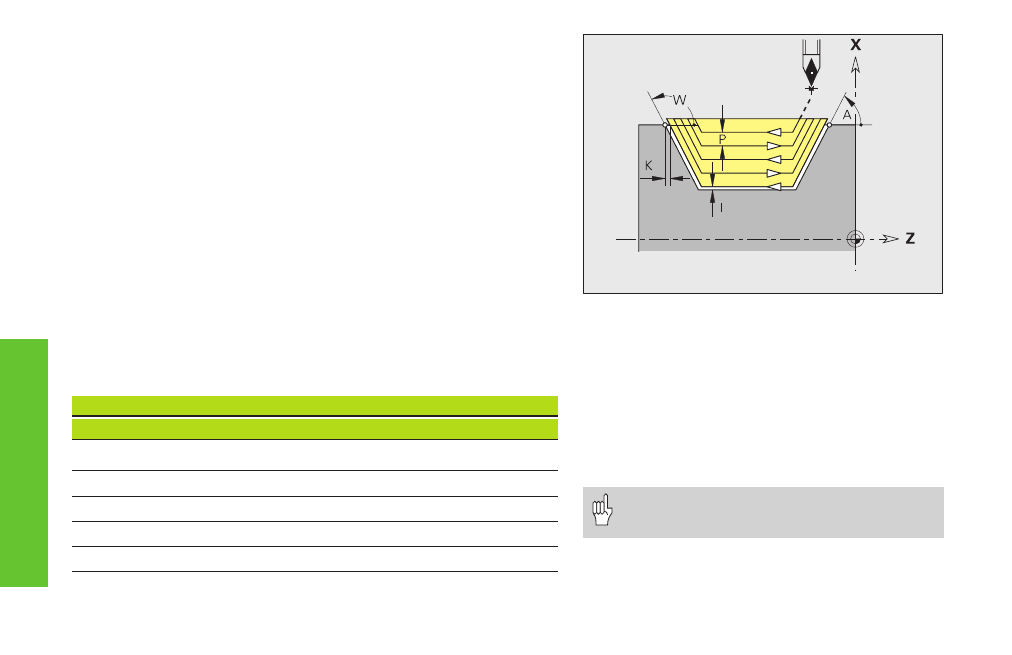
Podél obrysu s neutráln m nástrojem G835
G835 obrob souběžně s obrysem a obousměrně část obrysu
popsanou pomoc „NS, NE“.
Parametry
NS, NE: č slo počátečn ho a koncového bloku (reference na úsek
obrysu)
P:
maximáln př suv
I, K:
př davek (I rozměr průměru) standardně: 0
X/Z:
omezen řezu (X rozměr průměru)
A, W: úhel najet a odjezdu (vztah:osa Z)
■
úhel najet standardně: 0°/180° (rovnoběžně s osou Z)
■
úhel odjezdu standardně: 90°/270° (kolmo k ose Z)
Q:
odjet na konci cyklu standardně: 0
■
Q=0: zpět do výchoz ho bodu (nejprve směr X, pak směr Z)
■
Q=1: napolohován před hotový obrys
■
Q=2: odjet do bezpečnostn vzdálenosti a zastaven
V:
identifikátor zkosen /zaoblen na začátku/konec úseku obrysu
standardně: 0
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
1
–
–
–
2
–
3
–
–
–
–
4
–
–
–
„
“: potlačen prvků
zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
■
V=4: obrob se jen zkosen /zaoblen nikoli
základn prvek (předpoklad: úsek obrysu tvoř
jeden obrysový prvek).
D:
potlačen prvku (ovlivňuje obráběn
odlehčovac ch zápichů, soustružených
vybrán : viz tabulku) standardně:0
Korekce rádiusu břitu: provád se
Př davek (G57/G58): započ tává se