HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 87
87
Frézován
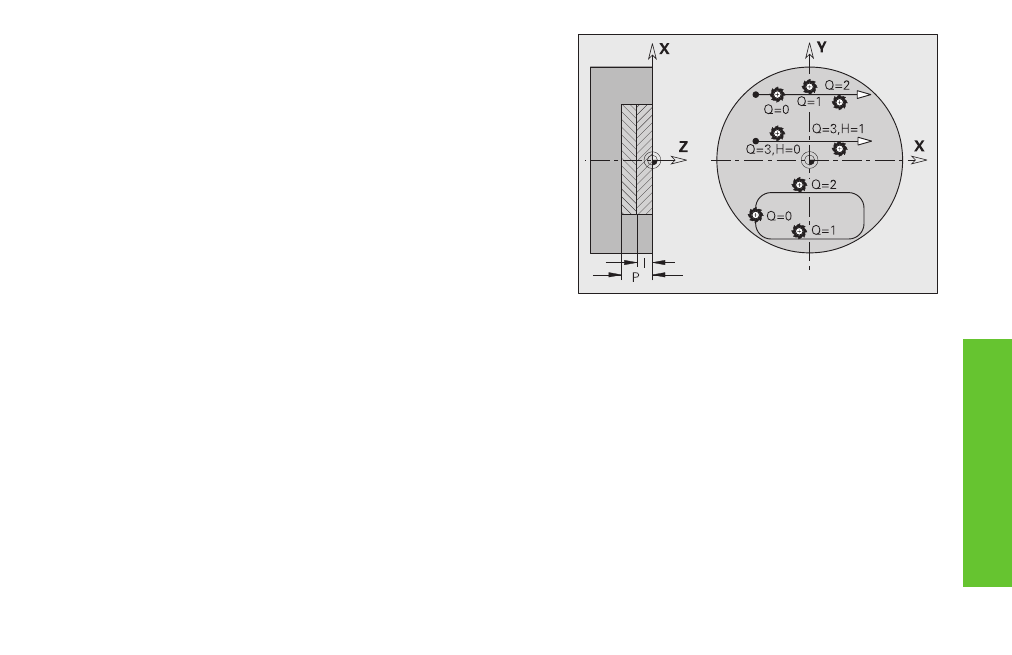
Frézován obrysu G840
G840 frézuje, dokončuje načisto, ryje nebo odhrotovává obrazce
(tvary) nebo ”volné obrysy” (otevřené nebo uzavřené obrysy).
Parametry
Q:
typ cyklu (=m sto frézován )
■
Q=0: střed frézy na obrysu (bez korekce rádiusu FRK)
■
Q=1 – uzavřený obrys: vnitřn frézován
■
Q=1 – otevřený obrys: vlevo ve směru obráběn
■
Q=2 – uzavřený obrys: vnějš frézován
■
Q=2 – otevřený obrys: vpravo ve směru obráběn
■
Q=3 (pouze u otevřených obrysů): závis na „způsobu
frézován H“ a smyslu otáčen frézy, zda se bude frézovat vlevo
nebo vpravo od obrysu (viz tabulku)
NS:
č slo bloku – začátek úseku obrysu
■
obrazce (tvary): č slo bloku obrazce
■
”volný obrys” (otevřený nebo uzavřený): prvn prvek obrysu
(nikoli bod startu)
NE:
č slo bloku konec části obrysu
■
obrazce (tvary): bez zadán
■
uzavřené obrysy: zadán odpadá
■
otevřené kontury: posledn frézovaný obrysový prvek
■
Obrys je tvořen jediným prvkem: zadán odpadá
H:
způsob frézován standardně: 0
■
H=0: nesousledně
■
H=1: sousledně
I:
(maximáln ) př suv bez zadán : frézován jediným př suvem
F:
posuv př suvu (do hloubky) standardně: aktivn posuv
E:
sn žený posuv na kruhových částech obrysu bez zadán :
aktuáln posuv