HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 74
74
Závitové
cykly
Závitový cyklus G31
G31 vytvoř závity definované pomoc G24 , G34 nebo G37 Geo. G31
obrob i řetězené a v cechodé závity
Délka rozběhu, doběhu: nenaprogramujete li ”B, P”, urč CNC PI
LOT délku podle sousedn ch výběhů nebo zápichů. Neexistuje li
výběh/zápich, použije se délka ”náběhu závitu/doběhu závitu” z
parametru obráběn 7.
Parametry
NS:
č slo bloku (reference na základn prvek popisu obrysu závitu
G1 Geo)
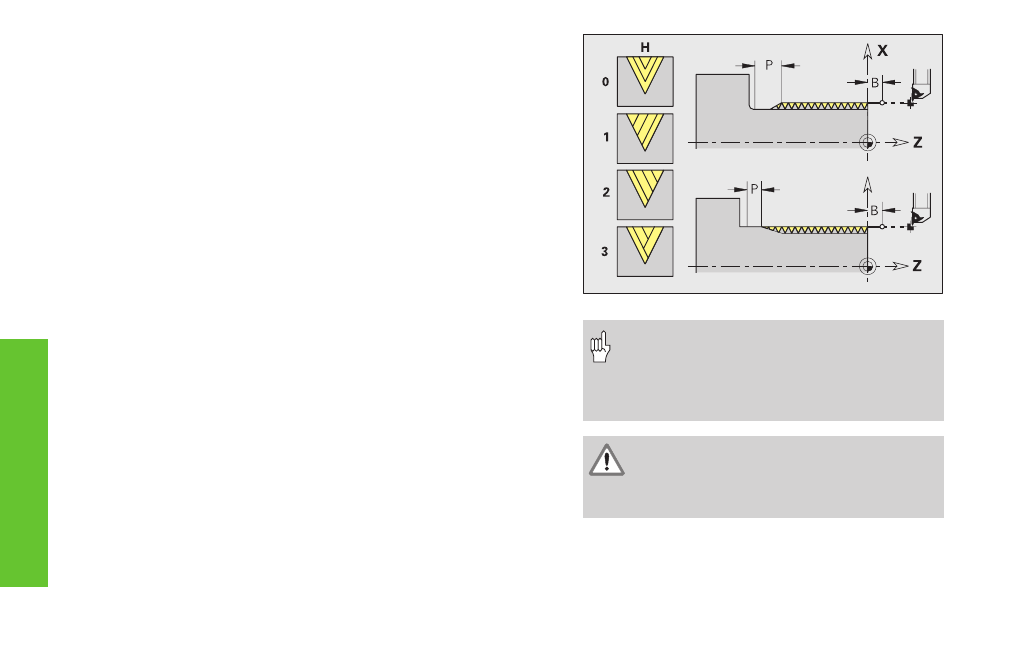
I:
maximáln př suv
B, P: délka rozběhu, délka doběhu
D:
směr obráběn (vztah: definice směru základn ho prvku)
standardně: 0;
■
D=0: stejný směr
■
D=1: protisměr
V:
způsob př suvu standardně: 0;
■
V=0: konstantn průřez tř sky u všech řezů
■
V=1: konstantn př suv
■
V=2: s rozdělen m doř znut vyplyne li z dělen hodnot
hloubka závitu/př suv zbytek, plat tento ”zbytek” pro prvn
př suv. „Posledn řez” se rozděl na řezy 1/2, 1/4, 1/8 a 1/8.
■
V=3: bez rozdělen posledn ho řezu př suv se vypoč tá ze
stoupán a otáček
H:
způsob přesazen standardně: 0
■
H=0: bez přesazen
■
H=1: přesazen vlevo
■
H=2: přesazen vpravo
■
H=3: přesazen stř davě vpravo/vlevo
Q:
počet chodů naprázdno po posledn m řezu standardně: 0
C:
výchoz úhel – standardně: 0
„Stop posuvu“ působ na konci řezu
závitu.
Override posuvu je neúčinný.
Při vypnutém předbežném nastaven
nepouž vejte override vřetena!
Pozor nebezpeč kolize!
Při př liš velké ”délce doběhu P” hroz
nebezpeč kolize. Délku doběhu si
překontrolujete v simulaci.