HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 60
60
Jednoduché
cykly
soustružen
Opakovac obrysový cyklus G83
G83 provede několikrát funkce programované v následuj c ch bloc ch
(jednoduché dráhy pojezdu nebo cykly bez popisu obrysu). G80 tento
cyklus obráběn ukonč .
Je li počet př suvů ve směru X a Z různý, pracuje se nejprve v obou
směrech s programovanými hodnotami. Jakmile se v jednom směru
dosáhne c lové hodnoty, sn ž se př suv na nulu.
.
Pokyny k programován G83
■
stoj v bloku sám
■
nesm se programovat s proměnnými ”K”
■
nesm se vnořovat, ani vyvolán m podprogramu
Poloha nástroje na konci cyklu: výchoz bod cyklu.
.
Parametry
X/Z:
c lový bod obrysu (X rozměr průměru) bez zadán : převzet
hodnoty posledn souřadnice X/Z.
I/K:
maximáln př suv (I: rozměr poloměru) – standardně: 0
Korekce rádiusu břitu: neprovád se SRK můžete
naprogramovat samostatně pomoc G40..G42.
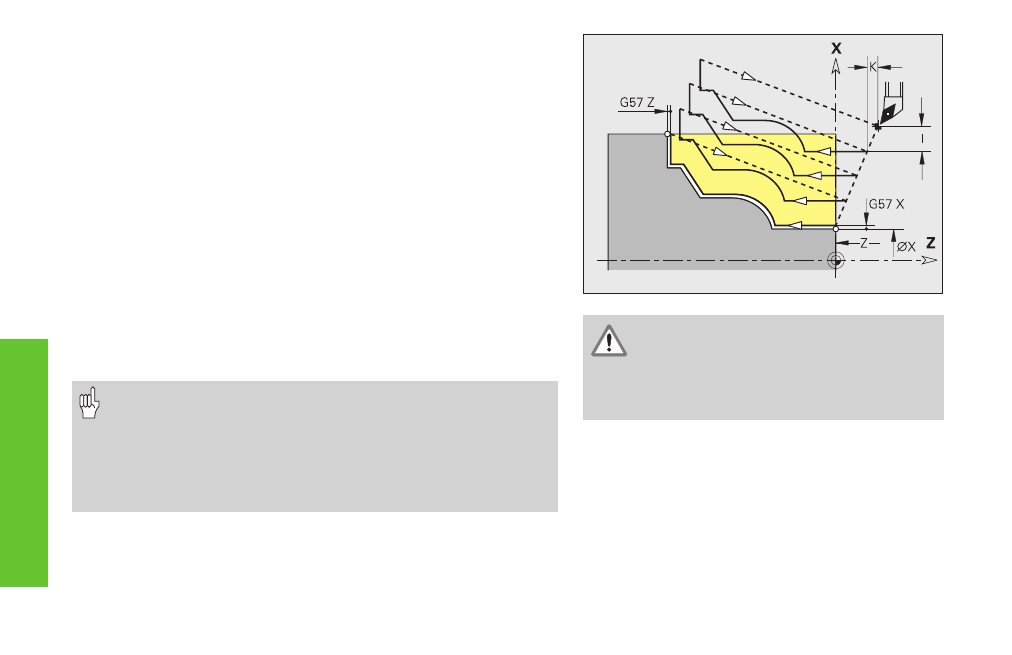
Př davky: př davky G57 se započ távaj ; př davky G58 se
započ távaj pracujete li s SRK (korekc rádiusu břitu).
Př davky zůstávaj po konci cyklu aktivn .
Bezpečnostn vzdálenost po každém řezu: 1 mm.
Pozor nebezpeč kolize!
Po každém řezu se vrac nástroj diagonálně
zpět, aby provedl př suv pro dalš řez. Je li
třeba, naprogramujte dalš dráhu
rychloposuvem, aby se zabránilo kolizi.