HEIDENHAIN CNC Pilot 4290 Pilot Uživatelská příručka
Stránka 59
59
Jednoduché
cykly
soustružen
Axiáln soustružen jednoduché G81
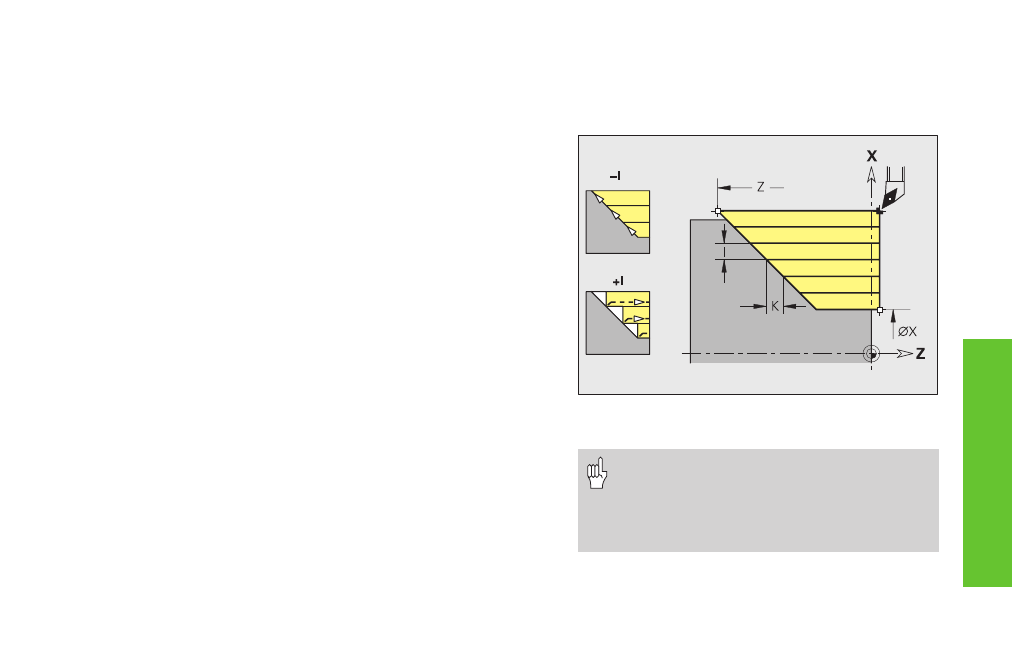
Čeln soustružen jednoduché G82
G81/G82 obráb (hrubuje) část obrysu popsanou aktuáln polohou
nástroje a ”X, Z”. Při šikmém řezu definujte úhel pomoc I a K.
Na konci cyklu se nástroj napolohuje na
:
■
G81: X – posledn souřadnici odjezdu; Z – výchoz bod cyklu
■
G82: X – výchoz bod cyklu; Z – posledn souřadnici odjezdu
Parametry
X/Z:
c lový bod obrysu (X rozměr průměru)
Q:
G funkce př suv – standardně: 0
■
0: př suv s G0 (rychloposuv)
■
1: př suv s G1 (rychloposuv)
G81:
I:
maximáln př suv ve směru X
■
I<0: s orovnán m obrysu
■
I>0: bez orovnán obrysu
K:
přesazen ve směru Z – standardně: 0
G82:
I:
přesazen ve směru X – standard: 0
K:
maximáln př suv ve směru Z
■
K<0: s orovnán m obrysu
■
K>0: bez orovnán obrysu
Axiáln soustružen jednoduché G81
Konec cyklu G80
G80 zakončuje cykly obráběn .
Korekce rádiusu břitu: neprovád se
Př davky (G57): se započ távaj a
zůstávaj v platnosti po skončen cyklu
Bezpečnostn vzdálenost po každém
řezu: 1 mm.