Vyvrtávání (cyklus 202), 2 vrtac cykly – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 112
8 Programován : Cykly
100
VYVRTÁVÁNÍ (cyklus 202)
Stroj a TNC mus být pro cyklus 202 připraveny výrobcem
stroje.
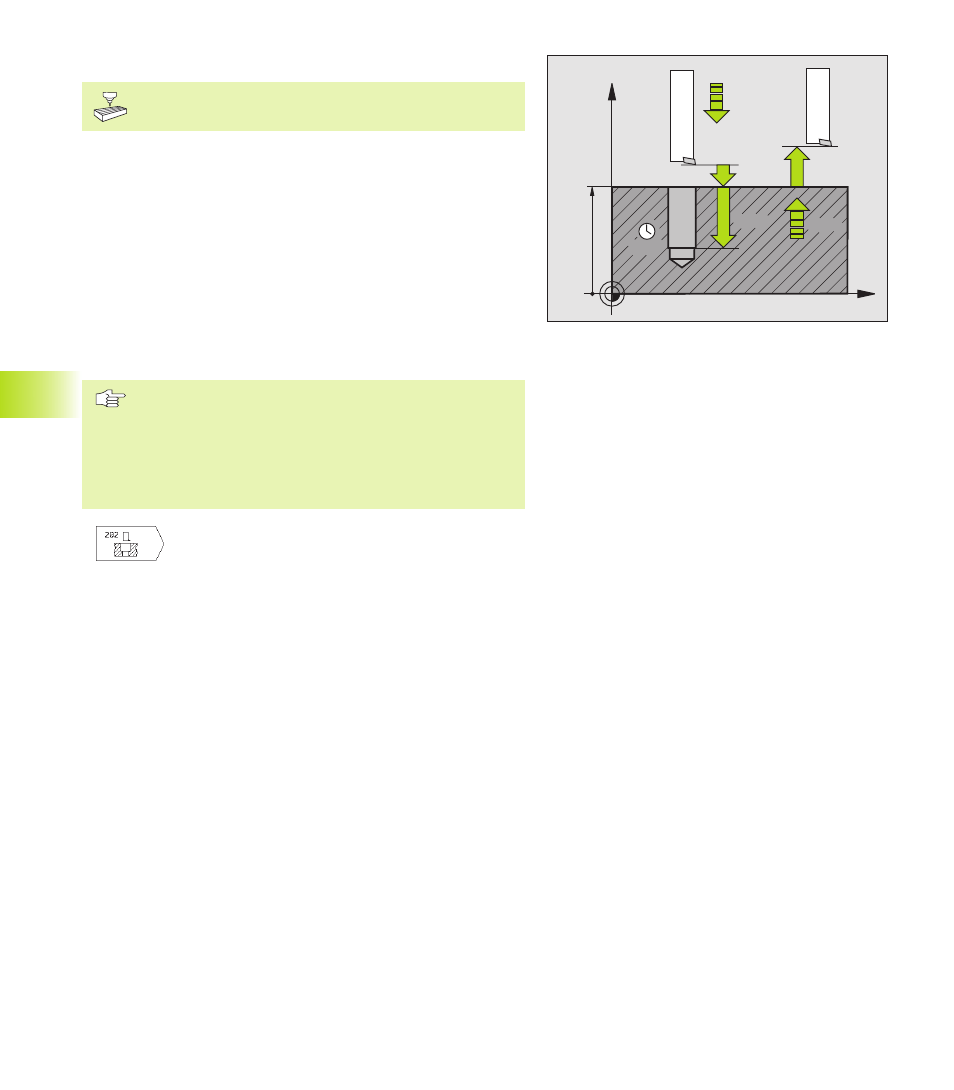
1 TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
bezpečnostn vzdálenosti nad povrchem obrobku
2 Nástroj vrtá vrtac m posuvem až do hloubky
3 Na dně d ry setrvá nástroj pokud je to zadáno s běžic m
vřetenem až do uvolněn z řezu
4 Potom provede TNC orientaci vřetena na polohu 0°
5 Pokud je navoleno vyjet z řezu, vyjede TNC z řezu v zadaném
směru o 0,2 mm (pevná hodnota)
6 Potom TNC vyjede nástrojem posuvem pro vyj žděn zpět na
bezpečnostn vzdálenost a odtud pokud je zadána
rychloposuvem na 2. bezpečnostn vzdálenost
Před programován m dbejte těchto pokynů
Naprogramovat polohovac blok do výchoz ho bodu
(střed d ry) v rovině obráběn s korekc
radiusu R0.
Znaménko parametru cyklu hloubky vrtán definuje směr
obráběn .
ú
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem
obrobku
ú
Hloubka Q201 (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem d ry
ú
Posuv na hloubku Q206: pojezdová rychlost
nástroje při vyvrtáván v mm/min
ú
Časová prodleva dole Q211: doba v sekundách, po
kterou nástroj setrvá na dně d ry
ú
Posuv pro vyjet Q208: pojezdová rychlost nástroje
při vyj žděn z d ry v mm/min. Zadáte li Q5=0 , pak
plat posuv na hloubku
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementáln ):
souřadnice osy vřetena, ve které nemůže doj t ke
kolizi mezi nástrojem a obrobkem (up nadly)
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
8.2 Vrtac cykly