Přímková plocha (cyklus 231), 5 cykly pr o plošné frézován – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 146
8 Programován : Cykly
134
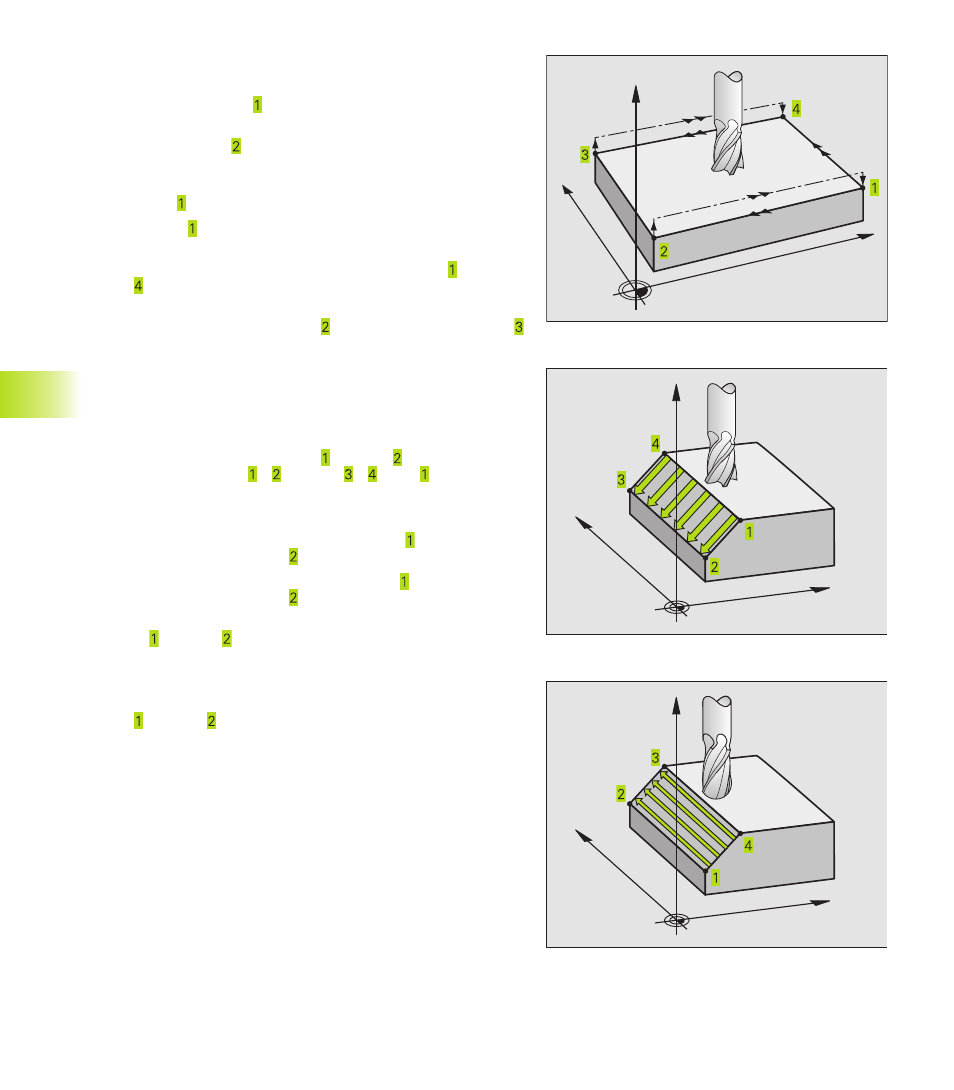
PŘÍMKOVÁ PLOCHA (cyklus 231)
1 TNC napolohuje nástroj z aktuáln polohy 3D př mkovým
pohybem na bod startu
2 Potom přej žd nástroj programovaným posuvem pro frézován
do koncového bodu
3 Tam TNC přejede nástrojem rychloposuvem FMAX o průměr
nástroje v kladném směru osy vřetena a potom znovu zpět do
bodu startu
4 V bodě startu najede TNC nástrojem opět na naposledy
najetou hodnotu Z
5 Pak TNC přesad nástroj ve všech třech osách z bodu ve směru
bodu na dalš řádek
6 Potom TNC přejede nástrojem do koncového bodu tohoto řádku.
Koncový bod vypočte TNC z bodu a přesazen ve směru bodu
7 Toto řádkován se opakuje, až je zadaná plocha úplně obrobena
8 Na konci napolohuje TNC nástroj o průměr nástroje nad nejvyšš
zadaný bod v ose vřetena
Veden řezu
Bod startu a t m i směr frézován je libovolně volitelný, nebo TNC
vede jednotlivé řezy zásadně z bodu do bodu a obráběn
celkově prob há od bodů / do bodů / . Bod můžete
um stit na libovolný roh obráběné plochy.
Kvalitu povrchu při použit stopkové frézy můžete zoptimalizovat:
■
Tlačeným řezem (souřadnice osy vřetena bodu je větš než
souřadnice osy vřetena bodu ) u málo nakloněných ploch.
■
Taženým řezem (souřadnice osy vřetena bodu je menš než
souřadnice osy vřetena bodu ) u velmi nakloněných ploch
■
U dvoustranně sešikmených ploch ve te směr hlavn ho pohybu
(z bodu do bodu ) ve směru největš ho sklonu. Viz obrázek
vpravo uprostřed.
Kvalitu povrchu při použit kulové frézy můžete zoptimalizovat:
■
U dvoustanně sešikmených ploch ve te směr hlavn ho pohybu (z
bodu do bodu ) kolmo ke směru největš ho sklonu. Viz
obrázek vpravo dole.
8.5 Cykly pr
o plošné frézován
X
Y
Z
X
Y
Z
X
Y
Z