HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 34
22
3.1 Pr
ogramován a pr
ováděn jednoduchých polohovacch bloků
3 Polohován s ručn m zadán m
3.1 Programován a prováděn
jednoduchých polohovac ch bloků
Pro jednoduché obráběn nebo pro předpolohován nástroje je
vhodný provozn režim POLOHOVÁNÍ S RUČNÍM ZADÁNÍM. V něm
můžete zadat krátký program v popisném dialogu HEIDENHAIN a
dát jej př mo provést. Také lze vyvolávat cykly TNC. Tento program
se ukládá do souboru $MDI. Při POLOHOVÁNÍ S RUČNÍM ZADÁNÍM
lze aktivovat doplňkové zobrazen stavu.
Zvolte provozn režim: POLOHOVÁNÍ S RUČNÍM
ZADÁNÍM. Libovolně naprogramujte soubor
$MDI
Spuštěn programu: extern tlač tko START
Omezen :
K dispozici nejsou tyto funkce:
korekce radiusu nástroje
programovac grafika
programovatelné funkce dotykové sondy
podprogramy, opakován části programu
dráhové funkce CT, CR, RND a CHF
cyklus 12 PGM CALL
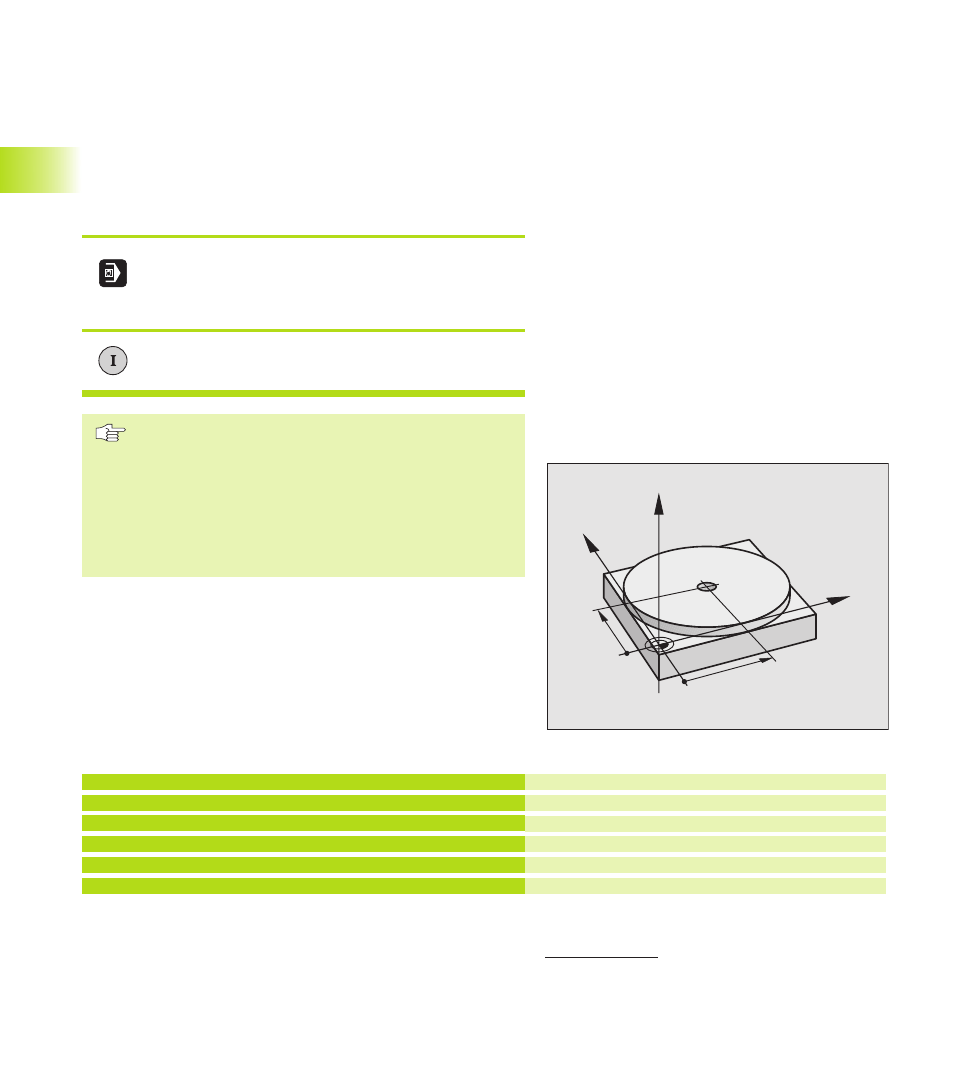
Př klad 1
Jednotlivý obrobek se má opatřit 20 mm hlubokou d rou. Po upnut
obrobku, jeho vyrovnán a nastaven vztažného bodu lze vrtán
naprogramovat a provést několika málo programovými bloky.
Nejprve se nástroj pomoc L bloků (př mek) předpolohuje nad
obrobek a napolohuje na bezpečnostn vzdálenost 5 mm nad
vrtanou d rou. Potom se provede vrtán cyklem 1 HLUBOKÉ
VRTÁNÍ.
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
2 TOOL CALL 1 Z S2000
3 L Z+200 R0 FMAX
4 L X+50 Y+50 R0 FMAX M3
Y
X
Z
50
50
Nst = nástroj
Definice Nst: nulový nástroj, radius 5
Vyvolán Nst: osa nástroje Z,
Otáčky vřetena 2000 1/min
Odjen Nst (FMAX = rychloposuv)
Nst najet s FMAX nad d ru , spustit vřeteno