Př klad: skupiny děr, 5 přklady pr ogramován – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 167
155
HEIDENHAIN TNC 310
9.5 Přklady pr
ogramován
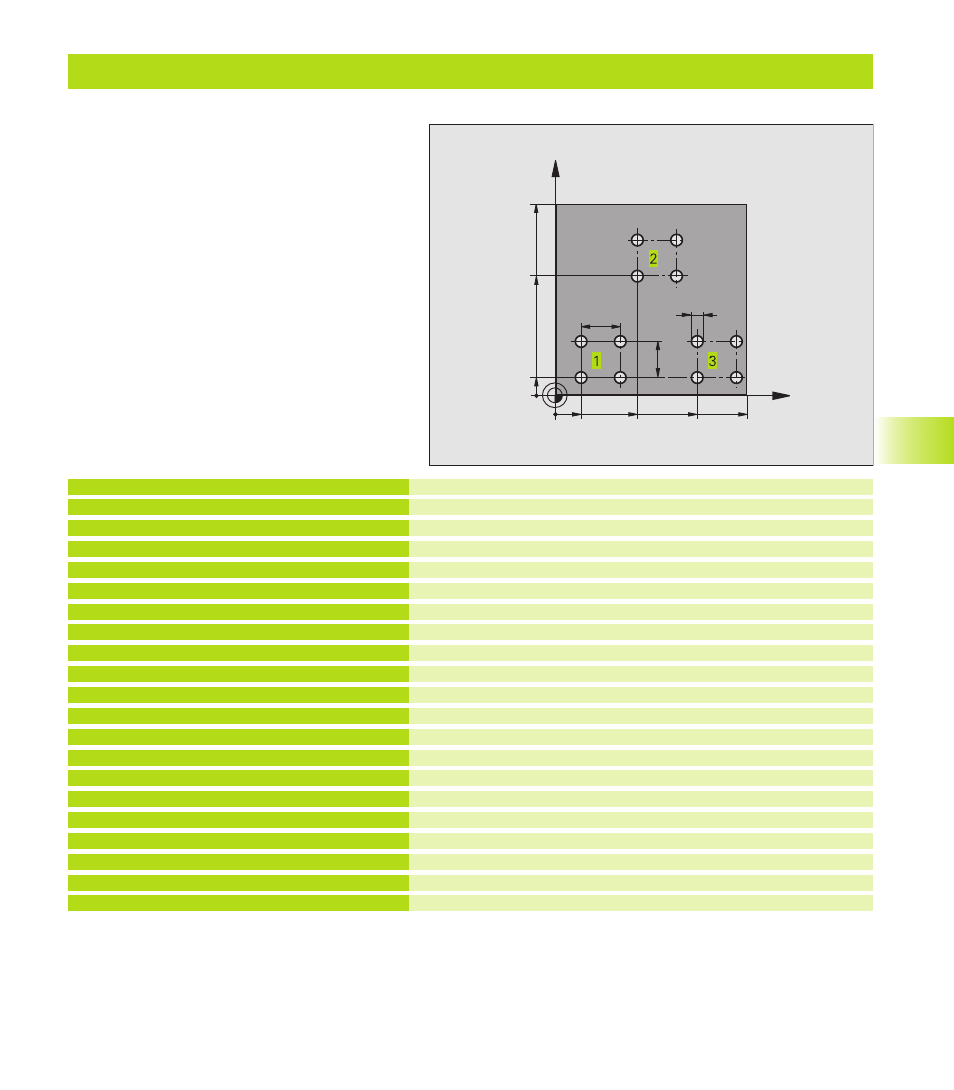
Př klad: Skupiny děr
Průběh programu
■
Najet na skupiny děr v hlavn m programu
■
Vyvolán skupiny děr (podprogram 1)
■
Skupina děr se naprogramuje jen jednou v
podprogramu 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2,5
4 TOOL CALL 1 Z S5000
5 L Z+250 R0 F MAX
6 CYCL DEF 200 VRTANI
Q200=2 ;BEZPEC.VZDALENOST
Q201= 10 ;HLOUBKA
Q206=250 ;POSUV NA HLOUBKU
Q202=5 ;HLOUBKA PRISUVU
Q210=0 ;PRODLEVA NAHORE
Q203=+0 ;SOUR. POVRCHU
Q204=10 ;2. BEZPEC.VZDALENOST
7 L X+15 Y+10 R0 F MAX M3
8 CALL LBL 1
9 L X+45 Y+60 R0 F MAX
10 CALL LBL 1
11 L X+75 Y+10 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice cyklu vrtán
Najet na bod startu skupiny děr 1
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 2
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 3
Volán podprogramu pro skupinu děr
Konec hlavn ho programu
X
Y
15
60
100
100
75
10
45
20
20
5