1 princip a přehled funkc – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 172
10 Programován : Q parametry
160
10.1 Princip a př
ehled funkc
10.1 Princip a přehled funkc
Pomoc Q parametrů můžete jedn m programem obráběn
definovat celou skupinu součást . K tomu účelu zadáte nam sto
č selných hodnot jejich zástupce: Q parametry.
Q parametry lze použ t pro
■
hodnoty souřadnic
■
posuvy
■
otáčky
■
data cyklů
Mimoto můžete pomoc Q parametrů programovat obrysy
definované matematickými funkcemi nebo ř dit prováděn
obráběc ch kroků v závislosti na splněn logických podm nek.
Každý Q parametr je označen p smenem Q a č slem od 0 do 299. Q
parametry jsou rozděleny do tř rozsahů:
Význam
Rozsah
Volně použitelné parametry, globálně
Q0 až Q99
účinné pro všechny programy, které jsou
uloženy v paměti TNC. Pokud vyvoláte cykly
výrobce, pak jsou tyto parametry
účinné pouze lokálně (závis na MP7251)
Parametry pro speciáln funkce TNC
Q100 až Q150
Parametry, které se přednostně
Q200 až Q299
použ vaj globálně pro všechny
programy v paměti TNC a v cyklech výrobce
Pokyny pro programován
Do programu se směj zadávat i Q parametry a č selné hodnoty
společně.
Q parametrům můžete přiřazovat č selné hodnoty od –99
999,9999 do +99 999,9999.
TNC samo přiřazuje některým Q parametrům stále
stejná data, např. Q parametru Q108 aktuáln radius
nástroje. Viz „10.9 Předobsazené
Q parametry“.
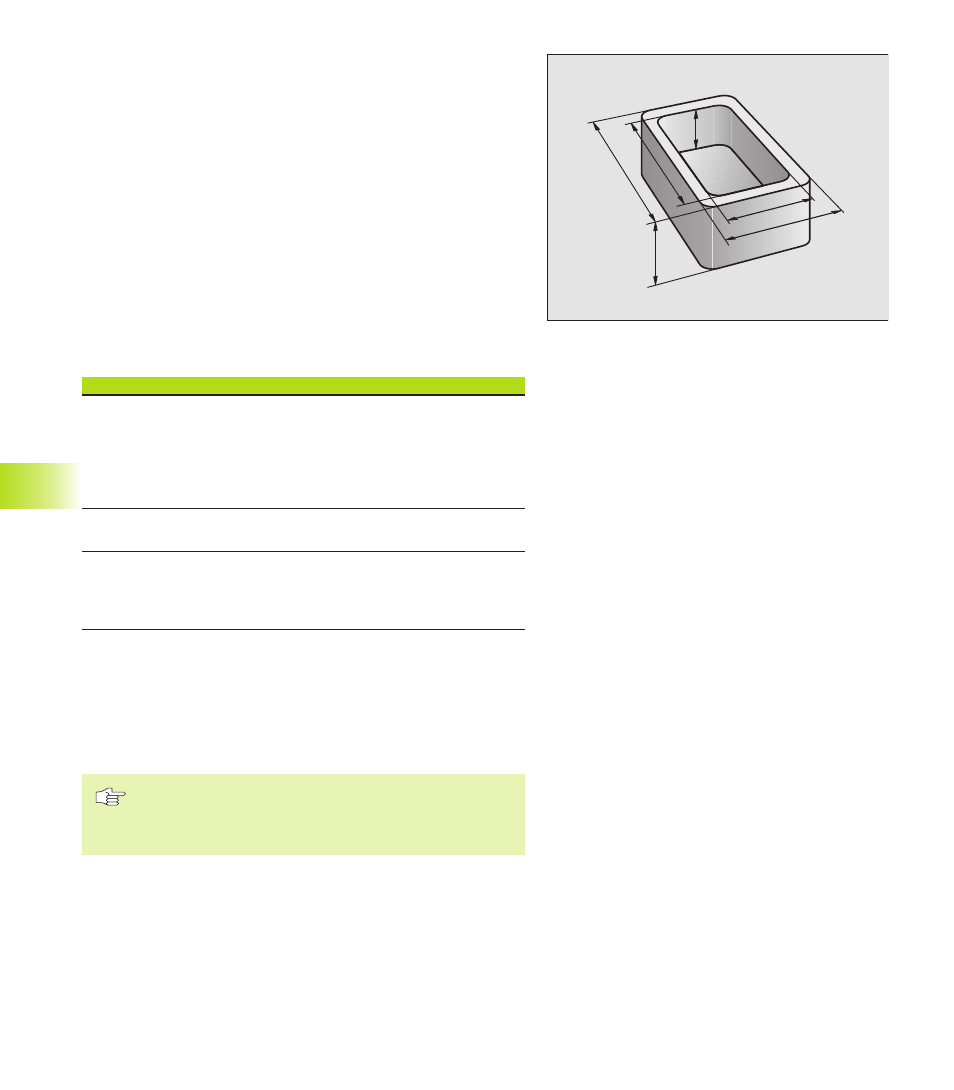
Q4
Q2
Q3
Q1
Q5
Q6