Frézování kapes (cyklus 4), 3 cykly k frézován kapes, čepů a drážek – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 122
8 Programován : Cykly
110
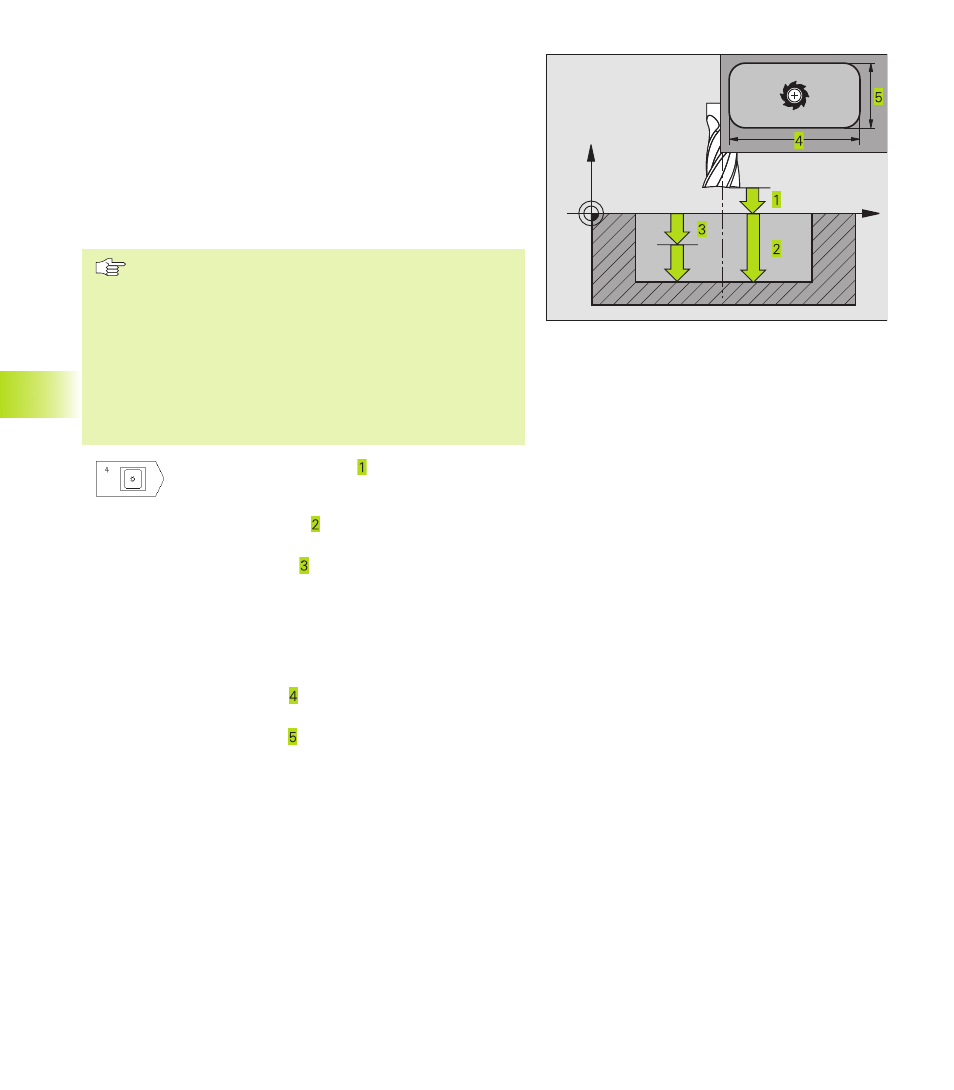
FRÉZOVÁNÍ KAPES (cyklus 4)
1 Nástroj se zap chne ve výchoz poloze (střed kapsy) do obrobku a
naj žd na prvn hloubku př suvu
2 Potom přej žd nástroj nejprve v kladném směru delš strany – u
čtvercové kapsy v kladném směru osy Y – a vyhrubuje kapsu z
vnitřku směrem ven
3 Tento proces se opakuje (1 až 3), až je dosaženo programované
hloubky
4 Na konci cyklu vyjede TNC nástrojem zpět do výchoz polohy
Před programován m dbejte těchto pokynů
Naprogramovat polohovac blok do bodu startu (střed
kapsy) v rovině obráběn s korekc radiusu R0.
Naprogramovat polohovac blok do výchoz ho bodu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru hloubky definuje směr obráběn .
Cyklus vyžaduje frézu s čeln mi zuby řezaj c mi přes střed
(DIN 844) nebo předvrtán ve středu kapsy.
ú
Bezpečnostn vzdálenost (inkrementáln ):
vzdálenost mezi hrotem nástroje (startovac
poloha) a povrchem obrobku
ú
Hloubka frézován (inkrementáln ): vzdálenost
mezi povrchem obrobku a dnem kapsy
ú
Hloubka př suvu (inkrementáln ): rozměr, o který
se nástroj pokaždé přisune. TNC najede na
hloubku v jednom pracovn m kroku, pokud:
■
hloubka př suvu je rovna hloubce frézován
■
hloubka př suvu je větš než hloubka frézován
ú
Posuv na hloubku: pojezdová rychlost nástroje při
zapichován
ú
1. délka strany : délka kapsy rovnoběžně s hlavn
osou roviny obráběn
ú
2. délka strany : š řka kapsy
ú
Posuv F: pojezdová rychlost nástroje v rovině
obráběn
8.3 Cykly k frézován kapes, čepů a drážek
X
Z