3 cykly k frézován kapes, čepů a drážek – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 124
8 Programován : Cykly
112
ú
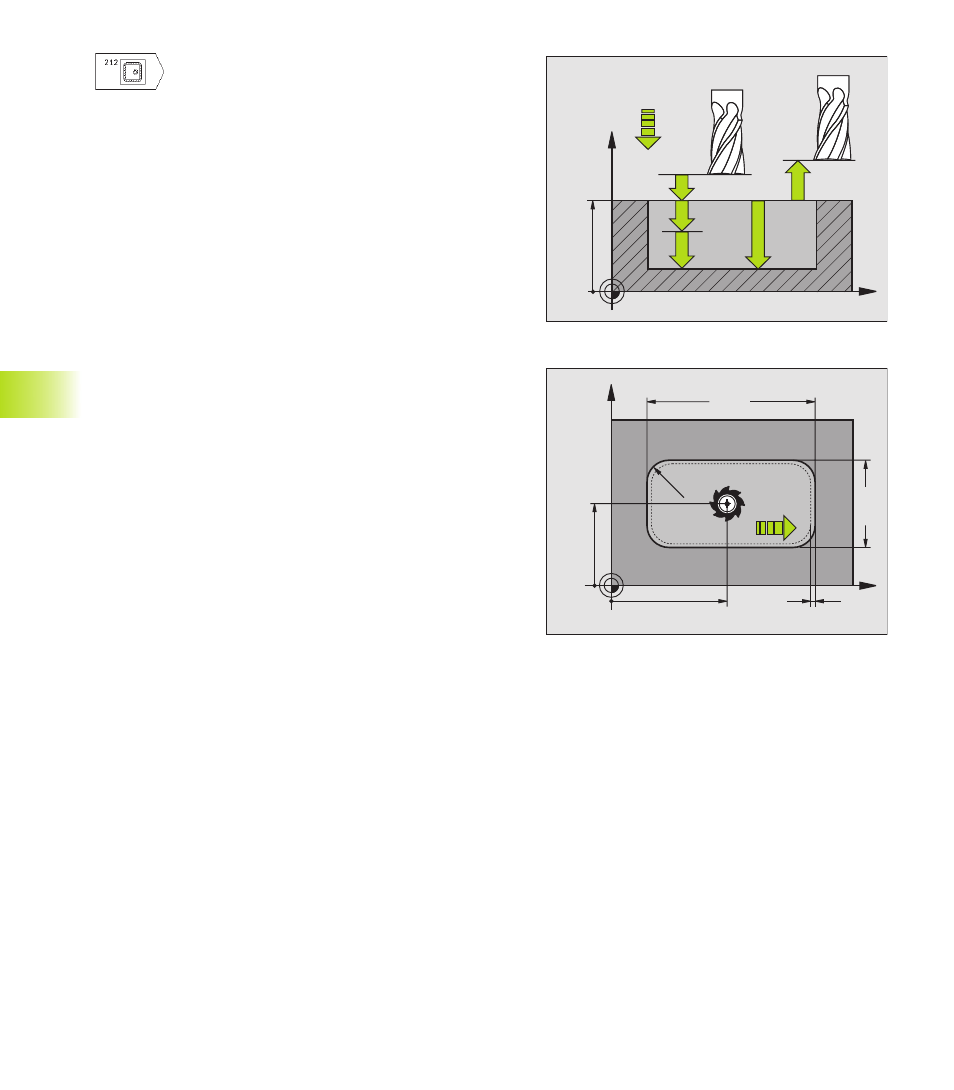
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem
obrobku
ú
Hloubka Q201 (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem kapsy
ú
Posuv na hloubku Q206: pojezdová rychlost
nástroje při j zdě na hloubku v mm/min. Pokud se
zapichujete do materiálu, pak zadejte malou
hodnotu posuvu; je li kapsa již vyhrubována, pak
zadejte větš posuv
ú
Hloubka př suvu Q202 (inkrementáln ): rozměr, o
který se nástroj pokaždé přisune; zadejte hodnotu
větš než 0
ú
Posuv pro frézován Q207: pojezdová rychlost
nástroje při frézován v mm/min
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementáln ):
souřadnice osy vřetena, ve které nemůže doj t ke
kolizi mezi nástrojem a obrobkem (up nadly)
ú
Střed 1. osy Q216 (absolutn ): střed kapsy v hlavn
ose roviny obráběn
ú
Střed 2. osy Q217 (absolutn ): střed kapsy ve
vedlejš ose roviny obráběn
ú
1. délka strany Q218 (inkrementáln ): délka kapsy
rovnoběžně s hlavn osou roviny obráběn
ú
2. délka strany Q219 (inkrementáln ): š řka kapsy
rovnoběžně s vedlejš osou roviny obráběn
ú
Radius rohu kapsy Q220: radius zaoblen rohu
kapsy. Nen li zadán, nastav TNC radius rohu kapsy
rovný radiusu nástroje
ú
Př davek v 1. ose Q221 (inkrementáln ): př davek v
hlavn ose roviny obráběn vztažený k délce kapsy.
TNC potřebuje př davek pouze pro výpočet
předpolohován
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
8.3 Cykly k frézován kapes, čepů a drážek
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220