Př klad: řádkován, 5 cykly pr o plošné frézován – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 148
8 Programován : Cykly
136
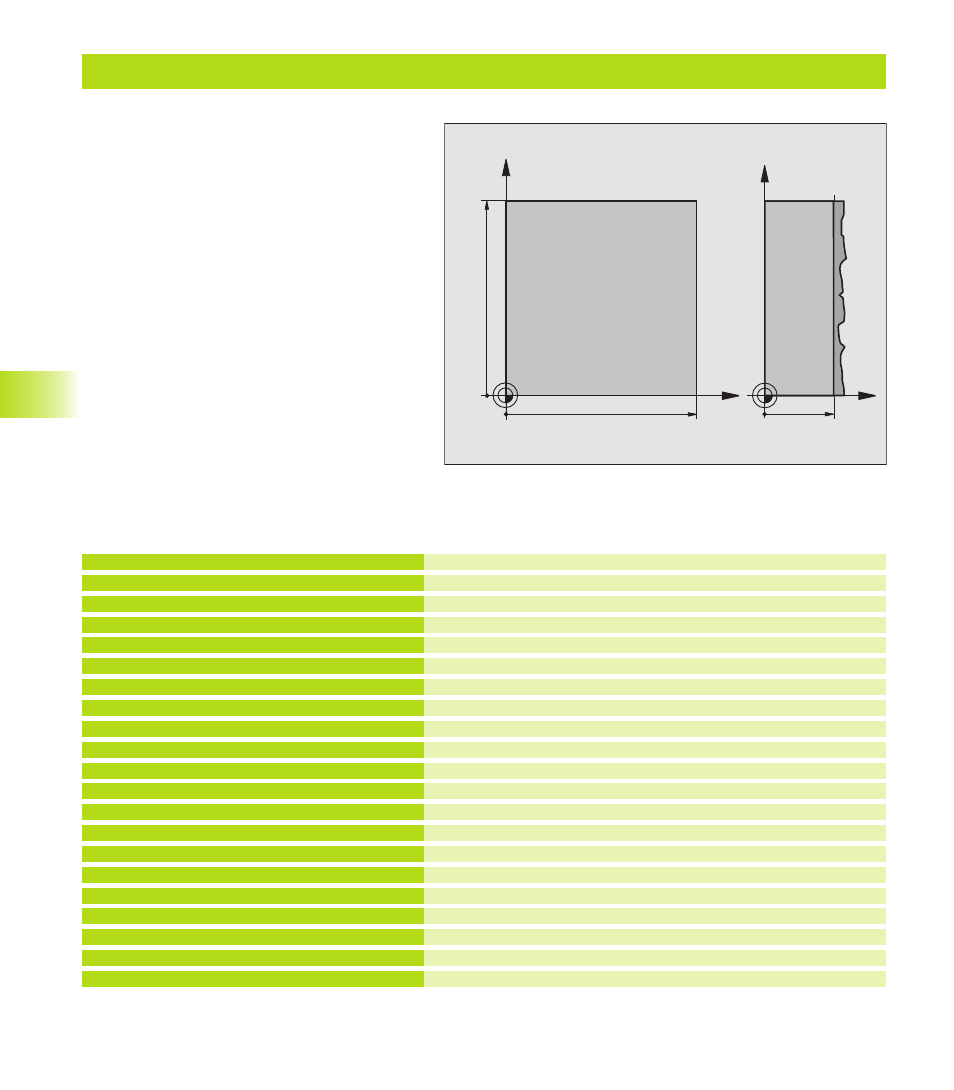
Př klad: Řádkován
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice cyklu řádkován
Bod startu osy X
Bod startu osy Y
Bod startu osy Z
1. délka strany
2. délka strany
Počet řezů
Posuv na hloubku
Posuv při frézován
Př čný posuv
Bezpečnostn vzdálenost
Předpolohován do bl zkosti bodu startu
Vyvolán cyklu
Vyjet nástroje, konec programu
0 BEGIN PGM 230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX
6 CYCL DEF 230 RADKOVANI
Q225=+0 ;BOD STARTU 1. OSY
Q226=+0 ;BOD STARTU 2. OSY
Q227=+35 ;BOD STARTU 3. OSY
Q218=100 ;1. DELKA STRANY
Q219=100 ;2. DELKA STRANY
Q240=25 ;POCET REZU
Q206=250 ;POSUV NA HLOUBKU
Q207=400 ;FREZOVACI POSUV
Q209=150 ;PRICNY POSUV
Q200=2 ;BEZPEC.VZDALENOST
7 L X 25 Y+0 R0 F MAX M3
8 CYCL CALL
9 L Z+250 R0 F MAX M2
10 END PGM 230 MM
8.5 Cykly pr
o plošné frézován
X
Y
100
100
Z
Y
35