3 kor ekce nástr oje – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 64
52
5 Programován : Nástroje
Při korekci radiusu se bere zřetel na delta hodnoty z
bloku TOOL CALL:
Hodnota korekce = R + DR
TOOL CALL
kde
R
radius nástroje R z bloku TOOL DEF nebo z tabulky
nástrojů
DR
TOOL CALL
př davek DR na radius z bloku TOOL CALL (indikace
polohy na něj nebere zřetel)
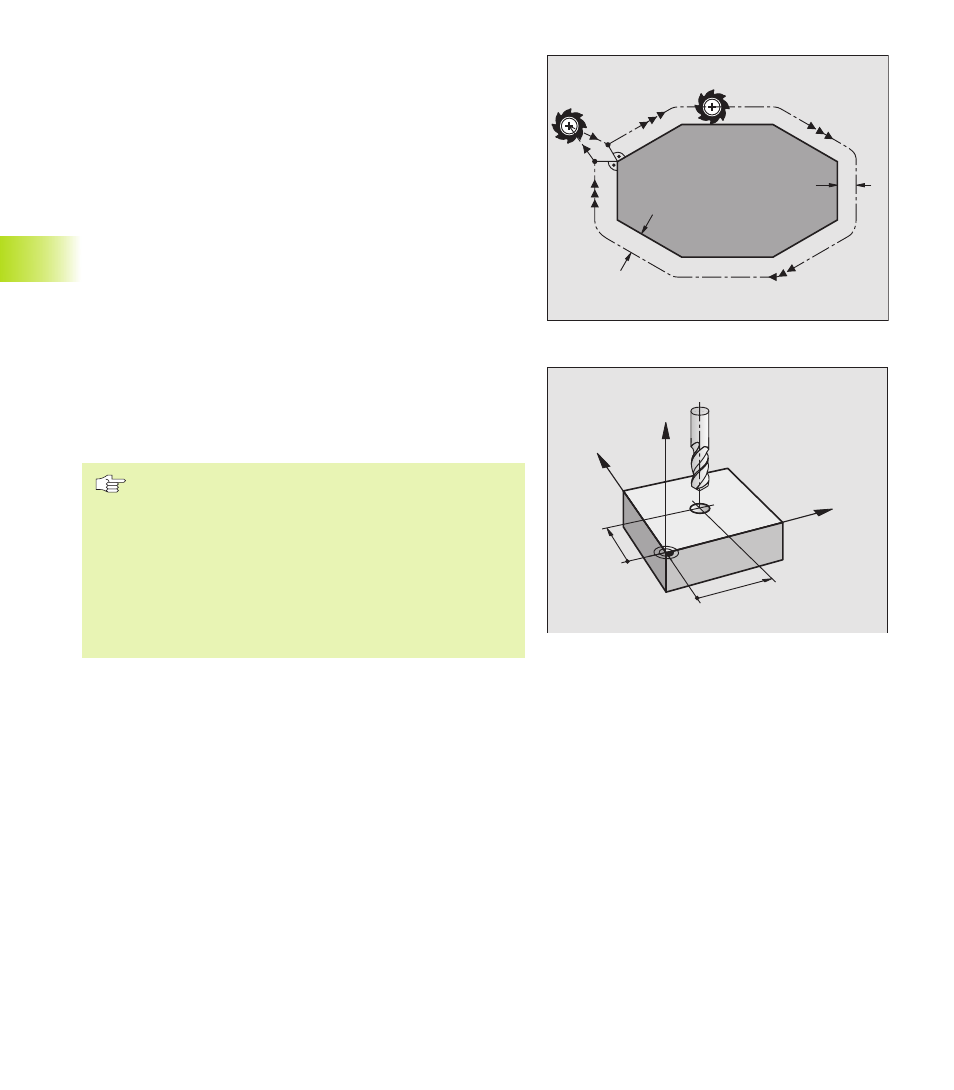
Dráhové pohyby bez korekce radiusu: R0
Nástroj poj žd svým středem v rovině obráběn po programované
dráze, popř. na programovanou souřadnici.
Použit : vrtán , předpolohován
viz obrázek vpravo uprostřed.
Dráhové pohyby s korekc radiusu: RR a RL
RR Nástroj poj žd vpravo od obrysu
RL Nástroj poj žd vlevo od obrysu
Střed nástroje se přitom nacház ve vzdálenosti radiusu nástroje od
programovaného obrysu. „Vpravo“ a „vlevo“
přitom označuje polohu nástroje ve směru pojezdu podél obrysu
obrobku. Viz obrázky na dalš straně.
Mezi dvěma bloky programu s různými korekcemi radiusu
RR a RL mus být nejméně jeden blok bez korekce
radiusu s R0.
Korekce radiusu je aktivn až do konce bloku, ve kterém
byla poprvé naprogramována.
Při prvn m bloku s korekc radiusu RR/RL a při zrušen s
R0 polohuje TNC nástroj vždy kolmo na programovaný
bod startu nebo konce obrysu. Napolohujte nástroj před
prvn bod obrysu popř. za posledn bod obrysu tak, aby
nedošlo k poškozen obrysu.
5.3 Kor
ekce nástr
oje
R
R
R0
RL
Y
X
Z
X
Y