Kruhová kapsa (cyklus 5), 3 cykly k frézován kapes, čepů a drážek – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 126
8 Programován : Cykly
114
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementáln ):
souřadnice osy vřetena, ve které nemůže doj t ke kolizi
mezi nástrojem a obrobkem (up nadly)
ú
Střed 1. osy Q216 (absolutn ): střed čepu v hlavn ose
roviny obráběn
ú
Střed 2. osy Q217 (absolutn ): střed čepu ve vedlejš
ose roviny obráběn
ú
1. délka strany Q218 (inkrementáln ): délka čepu
(ostrůvku) rovnoběžně s hlavn osou roviny obráběn
ú
2. délka strany Q219 (inkrementáln ): š řka čepu
(ostrůvku) rovnoběžně s vedlejš osou roviny obráběn
ú
Radius rohu Q220: radius rohu čepu (ostrůvku)
ú
Př davek v 1. ose Q221 (inkrementáln ): př davek v
hlavn ose roviny obráběn vztažený k délce ostrůvku.
TNC potřebuje př davek pouze pro výpočet
předpolohován
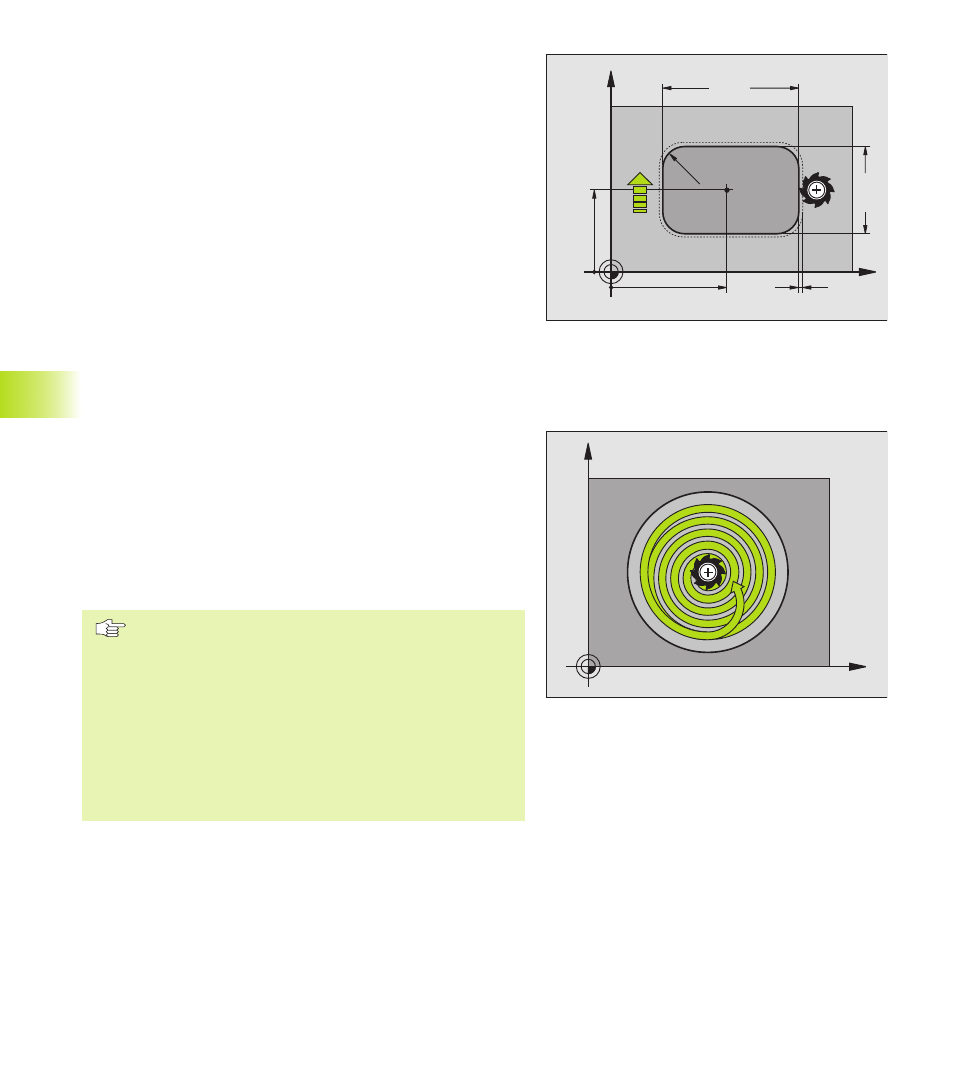
KRUHOVÁ KAPSA (cyklus 5)
1 Nástroj se zap chne ve výchoz poloze (střed kapsy) do obrobku a
naj žd na prvn hloubku př suvu
2 Potom op še nástroj posuvem F spirálovitou dráhu znázorněnou
na obrázku vpravo; př suv do strany k viz cyklus 4 FRÉZOVÁNÍ
KAPES
3 Tento proces se opakuje, až je dosaženo programované hloubky
4 Na konci cyklu vyjede TNC nástrojem zpět do polohy startu
Před programován m dbejte těchto pokynů
Naprogramovat polohovac blok do bodu startu (střed
kapsy) v rovině obráběn s korekc radiusu R0.
Naprogramovat polohovac blok do výchoz ho bodu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru hloubky definuje směr obráběn .
Cyklus vyžaduje frézu s čeln mi zuby řezaj c mi přes střed
(DIN 844) nebo předvrtán ve středu kapsy.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Cykly k frézován kapes, čepů a drážek
X
Y