10 přklady pr ogramován – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 190
10 Programován : Q parametry
178
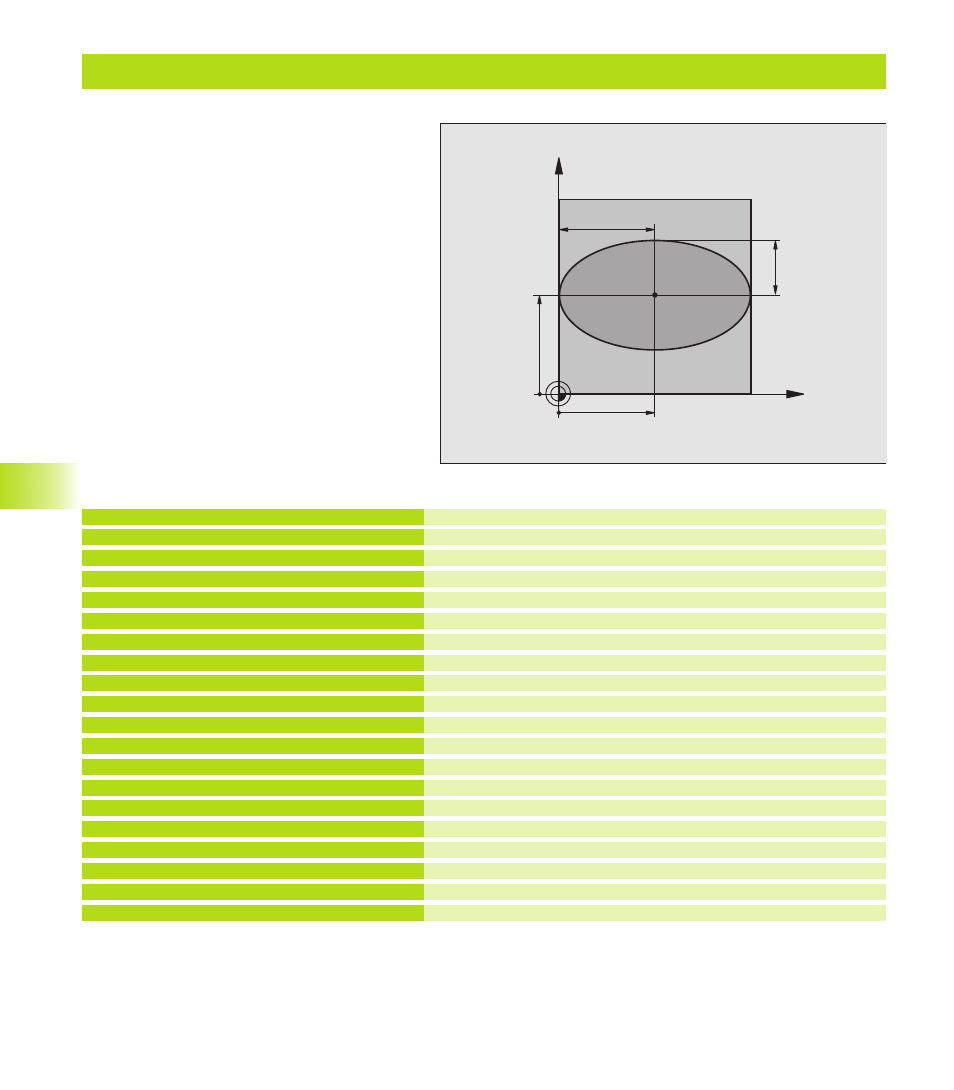
Př klad: Elipsa
10.10 Přklady pr
ogramován
Př klad: Elipsa
Střed v ose X
Střed v ose Y
Poloosa X
Poloosa Y
Úhel startu v rovině
Koncový úhel v rovině
Počet výpočetn ch kroků
Natočen elipsy
Hloubka frézován
Posuv na hloubku
Posuv při frézován
Bezpečnostn vzdálenost pro předpolohován
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Vyvolán obráběn
Vyjet nástroje, konec programu
0 BEGIN PGM ELIPSA MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +50
3 FN 0: Q3 = +50
4 FN 0: Q4 = +30
5 FN 0: Q5 = +0
6 FN 0: Q6 = +360
7 FN 0: Q7 = +40
8 FN 0: Q8 = +0
9 FN 0: Q9 = +5
10 FN 0: Q10 = +100
11 FN 0: Q11 = +350
12 FN 0: Q12 = +2
13 BLK FORM 0.1 Z X+0 Y+0 Z 20
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2,5
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 FMAX
18 CALL LBL 10
19 L Z+100 R0 FMAX M2
Průběh programu
■
Obrys elipsy se aproximuje velkým množstv m
malých
lineárn ch úseků (počet lze definovat
v Q7). Č m v ce se definuje kroků výpočtu, t m
hladš je obrys
■
Směr frézován urč te pomoc bodu startu a
koncového bodu v rovině:
Směr obráběn ve smyslu hodin:
úhel startu > koncový úhel
Směr obráběn proti smyslu hodin: úhel startu <
koncový úhel
■
Na radius nástroje se nebere zřetel
X
Y
50
50
30
50