3 pr ováděn pr ogramu – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 209
197
HEIDENHAIN TNC 310
Libovolný vstup do programu (předběh bloků)
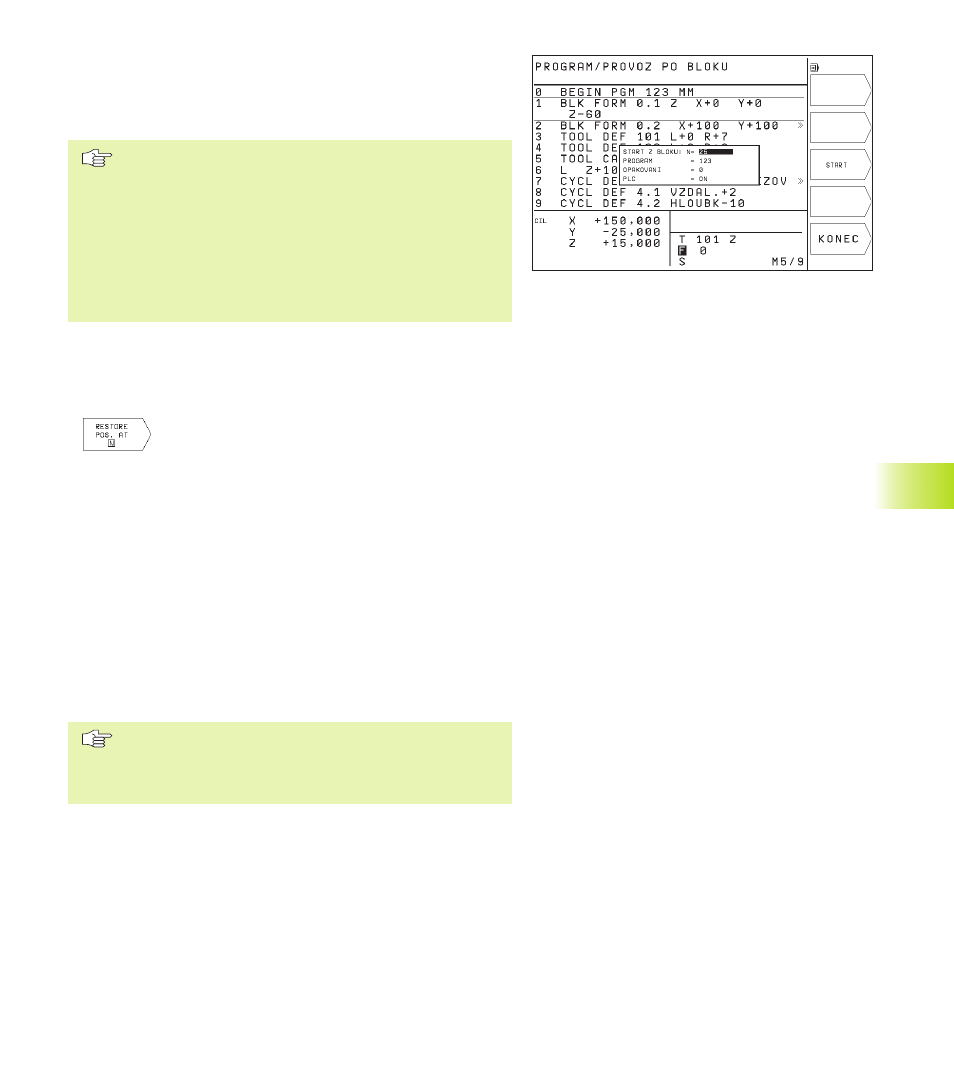
Pomoc funkce START Z BLOKU N (předběh bloků) můžete
pokračovat v prováděn programu obráběn od libovolného bloku N.
TNC bere při výpočtech zřetel na obroben kusu až do tohoto bloku.
Předběh bloků zahajujte vždy na začátku programu.
Pokud program obsahuje do konce předběhu bloků
programované přerušen , pak TNC na tomto m stě
předběh bloků přeruš . K pokračován v předběhu bloků
stiskněte ještě jednou softklávesu START Z BLOKU N a
pak tlač tko START.
Po ukončen předběhu bloků naje te nástrojem pomoc
funkce opětného najet na obrys do zjištěné polohy (viz
následuj c stranu).
ú
Navolen prvn ho bloku aktuáln ho programu jako začátku pro
předběh: zadejte GOTO „0“.
ú
Navolen předběhu bloků: stiskněte softklávesu START Z BLOKU
N, TNC zobraz okno pro zadán :
ú
Start z bloku N: zadejte č slo N bloku, na němž má
předběh skončit
ú
Program: zadejte jméno programu, ve kterém se
blok N nacház
ú
Opakován : zadejte počet opakován , na která se
má v předběhu bloků vz t zřetel, pokud se blok N
nacház uvnitř opakován části programu
ú
PLC ON/OFF: pro respektován vyvolán nástrojů a
př davných funkc M nastavte PLC na ON (mezi ON
a OFF se přep ná klávesou ENT). PLC na OFF bere
zřetel pouze na geometrii
ú
Odstartován předběhu bloků: stiskněte
softklávesu START
ú
Najet na obrys: viz následuj c odd l „Opětné najet
na obrys“
Zadávac okno pro předběh bloků můžete posouvat po
obrazovce. K tomu účelu stiskněte klávesu pro definici
rozdělen obrazovky a použijte tam zobrazené
softklávesy.
11.3 Pr
ováděn pr
ogramu