Kompenzace šikmé polohy obrobku, 1 snmac cykly v pr ovoznm r ežimu ruční provoz – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 216
12 3D dotykové sondy
204
X
Y
PA
X
Y
A
B
Měřen pro zjištěn přesazen osy sn mac kuličky prove te po
kalibraci efektivn ho radiusu sn mac kuličky.
ú
Sn mac kuličku napolohujte v RUČNÍM PROVOZU do d ry
kontroln ho (kalibračn ho) prstence
ú
Zvolte funkci pro kalibraci radiusu sn mac kuličky a
určen přesazen středu dotykové sondy: stiskněte
softklávesu KAL. R
ú
Zvolte osu nástroje, zadejte radius kontroln ho
prstence
ú
Sn mán : 4 x stisknout tlač tko NC START. 3D
dotyková sonda sejme v každém směru osy jednu
polohu d ry a vypočte efektivn radius sn mac
kuličky
ú
Chcete li nyn ukončit kalibračn funkci, pak
stiskněte softklávesu END
ú
Určen přesazen středu sn mac kuličky: stiskněte
softklávesu „180°“. TNC otoč dotykovou sondu o
180°
ú
Sn mán : 4 x stisknout tlač tko NC START. 3D
dotyková sonda sejme ve směru každé osy jednu
polohu d ry a vypočte přesazen středu dotykové
sondy
Zobrazen kalibračn ch hodnot
TNC ukládá v paměti efektivn délku, efektivn radius a hodnotu
přesazen středu dotykové sondy a při pozdějš m použit 3D
dotykové sondy bere na tyto hodnoty zřetel. K zobrazen v paměti
uložených hodnot stiskněte softklávesu KAL. L a KAL. R.
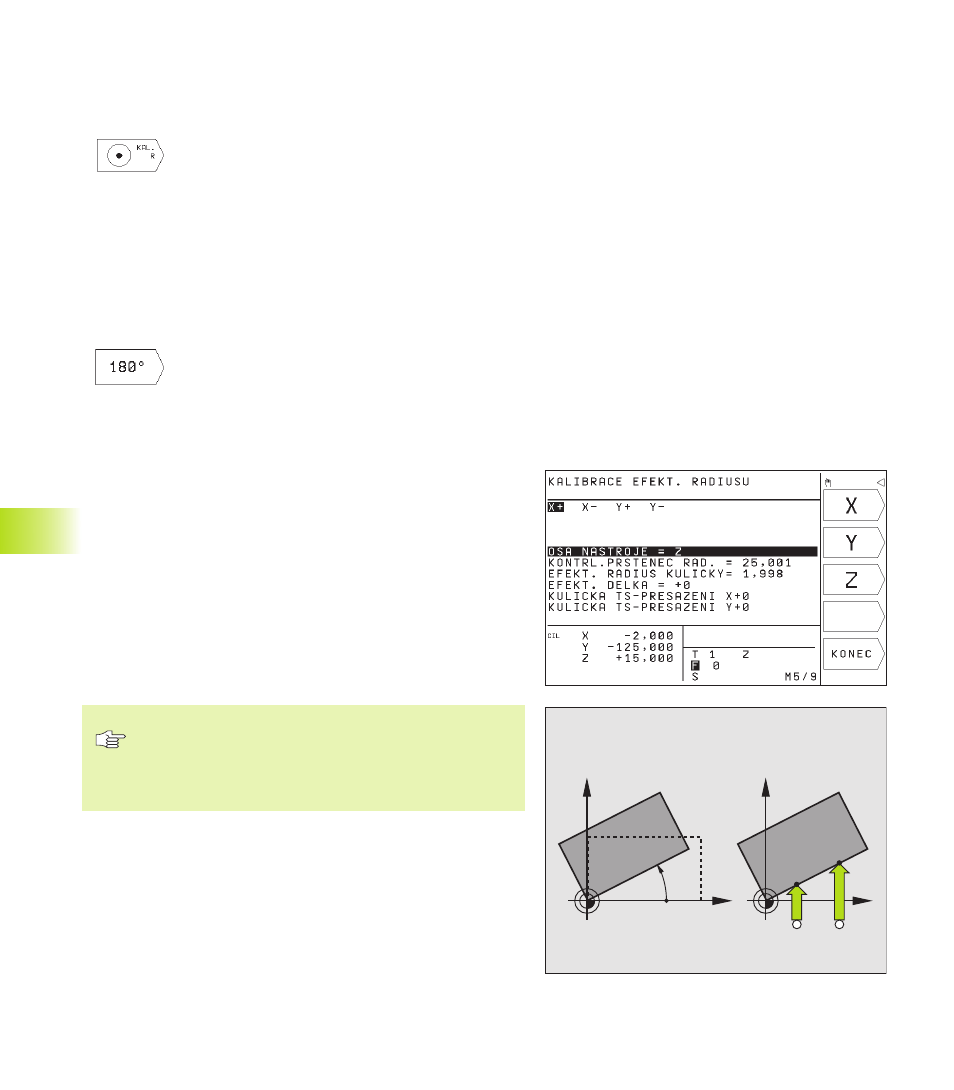
Kompenzace šikmé polohy obrobku
Šikmou polohu upnut obrobku kompenzuje TNC početně pomoc
„základn ho natočen “.
K tomu nastav TNC úhel natočen na úhel, který má sv rat plocha
obrobku se vztažnou úhlovou osou roviny obráběn . Viz obrázek
vpravo dole.
Směr sn mán k měřen šikmé polohy obrobku volte vždy
kolmo k úhlové vztažné ose.
Aby se mohlo při prováděn programu základn natočen
správně přepoč st, mus te v prvn m pojezdovém bloku
naprogramovat obě souřadnice roviny obráběn .
12.1 Snmac cykly v pr
ovoznm r
ežimu RUČNÍ PROVOZ