2 vrtac cykly – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 114
8 Programován : Cykly
102
Před programován m dbejte těchto pokynů
Naprogramovat polohovac blok do výchoz ho bodu
(střed d ry) v rovině obráběn s korekc
radiusu R0.
Znaménko parametru cyklu hloubka vrtán definuje směr
obráběn .
ú
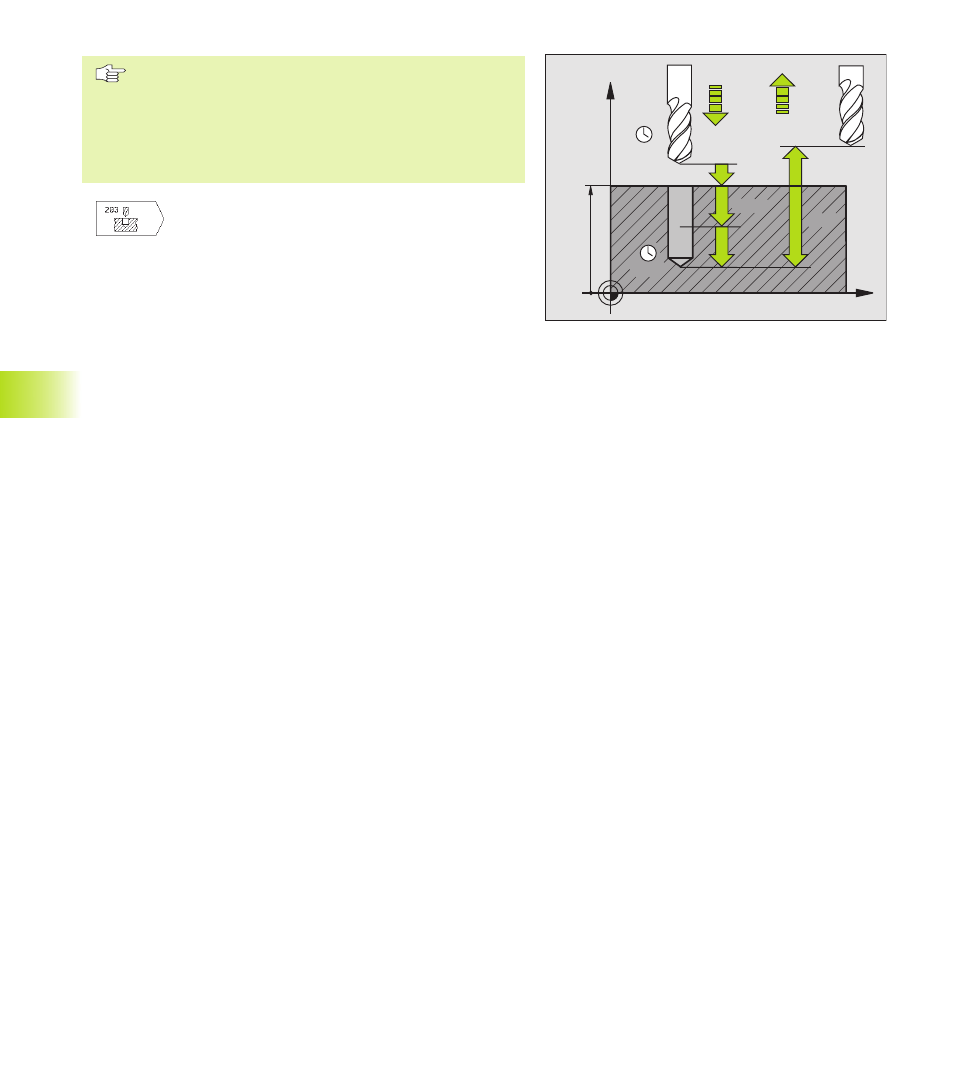
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem
obrobku
ú
Hloubka Q201 (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem d ry (hrot kuželu
vrtáku)
ú
Posuv na hloubku Q206: pojezdová rychlost
nástroje při vrtán v mm/min
ú
Hloubka př suvu Q202 (inkrementáln ): rozměr, o
který je nástroj pokaždé přisunut. TNC najede na
hloubku vrtán v jediné vrtac operaci, pokud:
■
hloubka př suvu je rovna hloubce
■
hloubka př suvu je větš než hloubka
Hloubka nemus být násobkem hloubky př suvu
ú
Časová prodleva nahoře Q210: doba v sekundách,
po kterou nástroj setrvá na bezpečnostn
vzdálenosti poté, co TNC vyjel nástrojem z d ry kvůli
vyprázdněn tř sky
ú
Souřadnice povrchu obrobku Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. bezpečnostn vzdálenost Q204 (inkrementáln ):
souřadnice osy vřetena, ve které nemůže doj t ke
kolizi mezi nástrojem a obrobkem (up nadly)
ú
Hodnota úběru Q212 (inkrementáln ): hodnota, o
kterou TNC zmenš po každém př suvu hloubku
př suvu
ú
Počet přerušen tř sky do návratu Q213: počet
přerušen tř sky do okamžiku, kdy má TNC vyjet
nástrojem z d ry k vyprázdněn . K přerušen tř sky
stáhne TNC pokaždé nástroj zpět o 0,2 mm
ú
Minimáln hloubka př suvu Q205 (inkrementáln ):
pokud jste zadali hodnotu úběru, omez TNC př suv
na hodnotu zadanou v parametru Q205
ú
Časová prodleva dole Q211: doba v sekundách, po
kterou nástroj setrvá na dně d ry
ú
Posuv při vyjet Q208: pojezdová rychlost nástroje
při vyjet z d ry v mm/min. Zadáte li Q208=0, pak
TNC vyjede rychloposuvem FMAX
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
8.2 Vrtac cykly