Ostrůvek na čisto (cyklus 213), 3 cykly k frézován kapes, čepů a drážek – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 125
113
HEIDENHAIN TNC 310
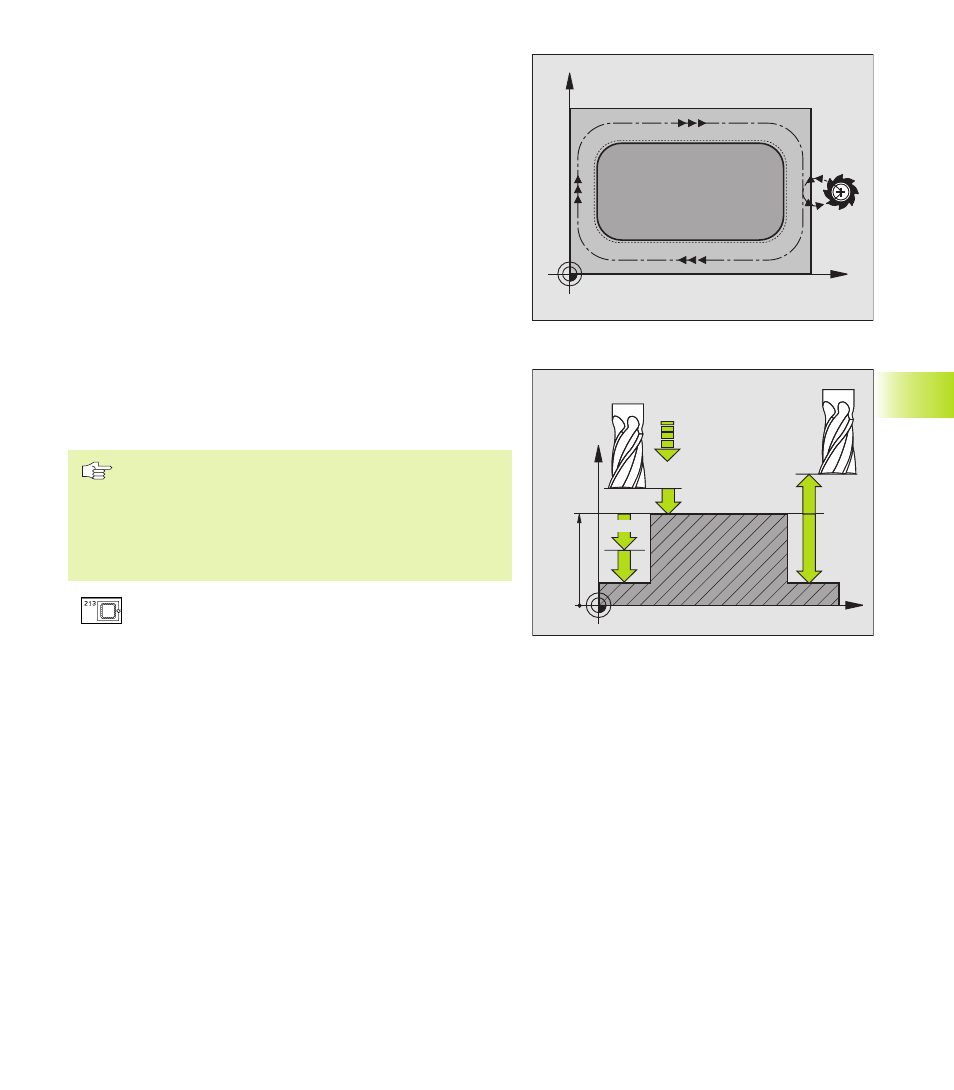
OSTRŮVEK NA ČISTO (cyklus 213)
1 TNC najede nástrojem v ose vřetena na bezpečnostn
vzdálenost, nebo – pokud je zadána – na
2. bezpečnostn vzdálenost a poté do středu čepu (ostrůvku)
2 Ze středu čepu (ostrůvku) přejede nástroj v rovině obráběn do
výchoz ho bodu obráběn . Výchoz bod lež přibližně o 3,5
násobek radiusu nástroje vpravo od ostrůvku
3 Pokud se nástroj nacház na 2. bezpečnostn vzdálenosti, přejede
TNC rychloposuvem FMAX na bezpečnostn vzdálenost a odtud
posuvem př suvu do hloubky na prvn hloubku př suvu
4 Potom najede nástroj tangenciálně na obrys dokončovaného
d lce a ofrézuje sousledně jeden oběh
5 Pak odjede nástroj tangenciálně od obrysu zpět do výchoz ho
bodu v rovině obráběn
6 Tento proces (3 až 5) se opakuje, až je dosaženo programované
hloubky
7 Na konci cyklu odjede nástroje rychloposuvem FMAX na
bezpečnostn vzdálenost nebo – pokud je zadána – na 2.
bezpečnostn vzdálenost a pak do středu ostrůvku (koncová
poloha= výchoz poloha)
Před programován m dbejte těchto pokynů
Znaménko parametru hloubky definuje směr obráběn .
Chcete li ofrézovat čep (ostrůvek) rovnou načisto z
plného materiálu, pak použijte frézu s čeln mi zuby
řezaj c mi přes střed (DIN 844). Potom zadejte pro posuv
př suvu do hloubky malou hodnotu.
ú
Bezpečnostn vzdálenost Q200 (inkrementáln ):
vzdálenost mezi hrotem nástroje a povrchem obrobku
ú
Hloubka Q201 (inkrementáln ): vzdálenost mezi
povrchem obrobku a dnem ostrůvku (čepu)
ú
Posuv na hloubku Q206: pojezdová rychlost nástroje
při j zdě na hloubku v mm/min. Pokud se zafrézovává
do materiálu, pak zadejte malou hodnotu posuvu,
pokud se naj žd do volného prostoru, pak zadejte
větš posuv
ú
Hloubka př suvu Q202 (inkrementáln ): rozměr, o který
se nástroj pokaždé přisune. Zadejte hodnotu větš
než 0
ú
Posuv pro frézován Q207: pojezdová rychlost
nástroje při frézován v mm/min
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.3 Cykly k frézován kapes, čepů a drážek