1 zadán vztahuj c se k nástroji, 1 zadán vztahujc se k nástr oji – HEIDENHAIN TNC 310 (286 140) Uživatelská příručka
Stránka 56
44
5 Programován : Nástroje
5.1 Zadán vztahuj c se k nástroji
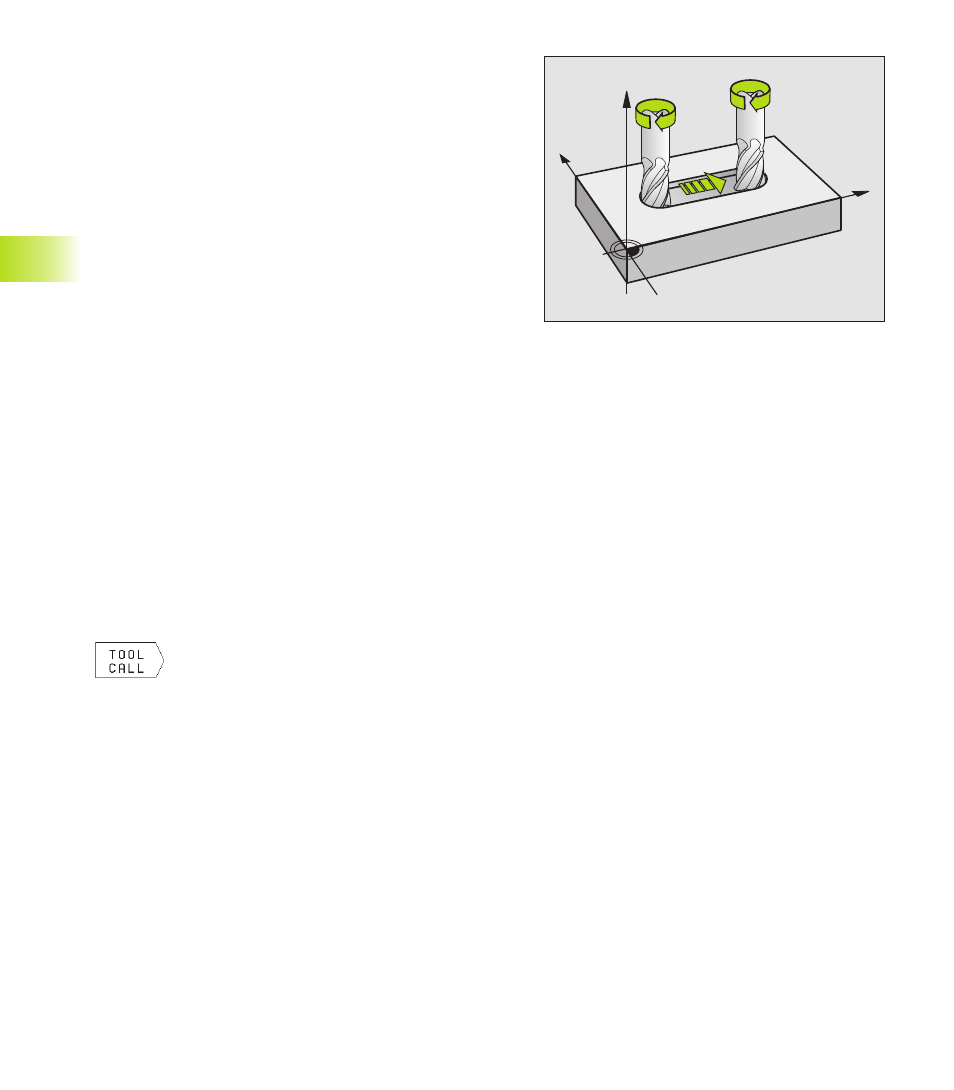
Posuv F
Posuv F je rychlost v mm/min (inch/min), j ž se pohybuje střed
nástroje po své dráze. Maximáln posuv může být pro každou osu
stroje rozd lný a je definován ve strojn ch parametrech.
Zadán
Posuv můžete zadat v každém polohovac m bloku. Viz
„6.2 Základy k dráhovým funkc m“.
Rychloposuv
Pro rychloposuv zadejte F MAX. Pro zadán FMAX odpovězte na
dialogovou otázku „POSUV F = ?“ stisknut m klávesy ENT nebo
softklávesy FMAX.
Délka působen
Posuv programovaný č selnou hodnotou plat až do bloku, ve
kterém je naprogramován nový posuv. F MAX plat jen pro blok, ve
kterém byl programován. Po bloku s F MAX plat opět posledn
č selnou hodnotou naprogramovaný posuv.
Změna během prováděn programu
Během prováděn programu změn te posuv pomoc otočného
regulátoru posuvu override F.
Otáčky vřetena S
Otáčky vřetena S zadáváte v jednotkách otáčky za minutu
(1/min) v bloku TOOL CALL (vyvolán nástroje).
Programovaná změna
V programu obráběn můžete měnit otáčky vřetena blokem TOOL
CALL tak, že zadáte jen nové otáčky vřetena:
ú
Programován vyvolán nástroje: stiskněte
softklávesu TOOL CALL (3. lišta softkláves)
ú
Dialog „ČÍSLO NÁSTROJE ?“ se přeskoč klávesou
LŠIPKA DOPRAVA
ú
Dialog „Osa vřetena rovnoběžně s X/Y/Z ?“ se
přeskoč klávesou LŠIPKA DOPRAVA
ú
V dialogu „Otáčky vřetena S= ?“ se zadaj nové
otáčky vřetena
Změna během prováděn programu
Během prováděn programu změn te otáčky vřetena pomoc
otočného regulátoru otáček vřetena override S.
5.1 Zadán vztahujc se k nástr
oji
X
Y
Z
S
S
F