5 vytvořen a zadán programů, Struktura nc programu ve formátu din/iso, Definice neobrobeného polotovaru: g30 – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 100
100
4 Programován : Základy, správa souborů, pomůcky pro programován , správa palet
4.5 Vytvoř
en a zadán pr
o
gramů
4.5 Vytvořen a zadán programů
Struktura NC programu ve formátu DIN/ISO
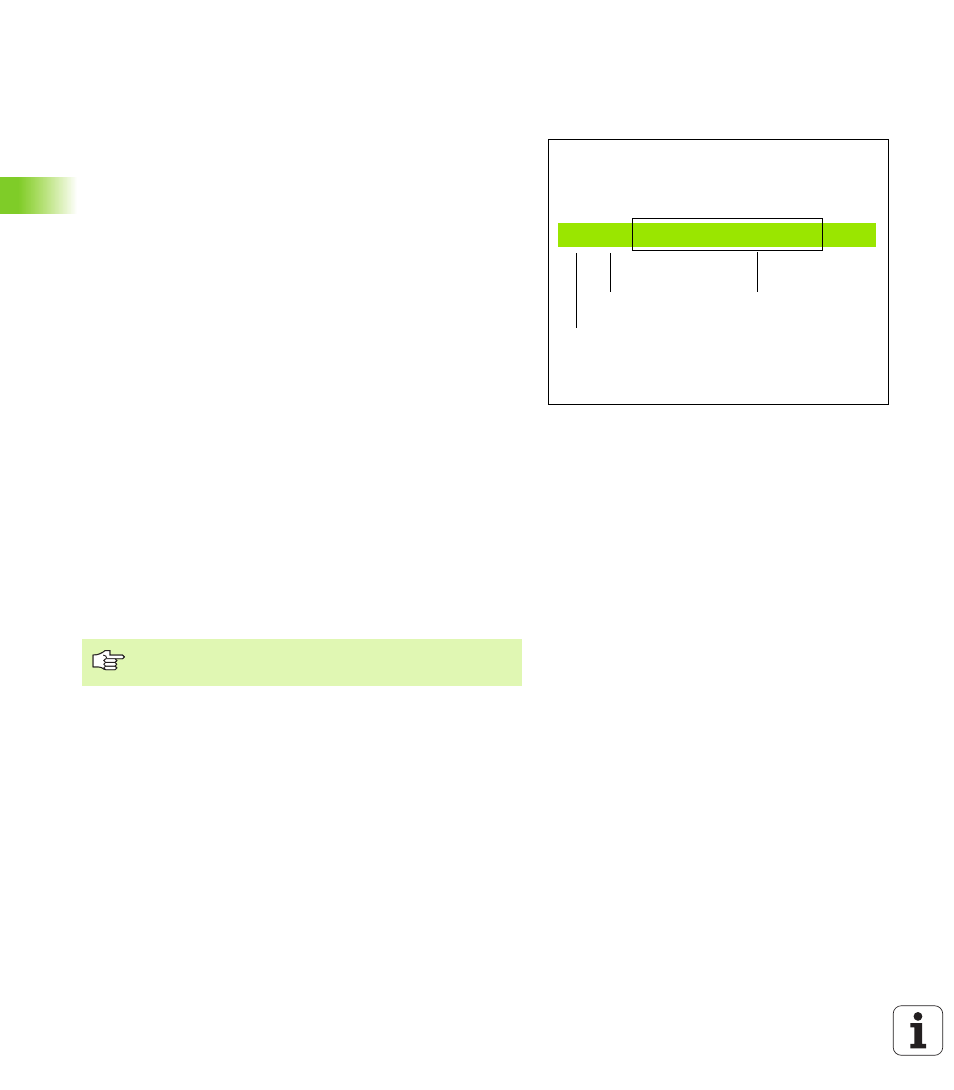
Program obráběn se skládá z řady programových bloků. Obrázek
vpravo ukazuje prvky bloku.
TNC č sluje bloky obráběc ho programu automaticky, v závislosti na
MP7220. MP7220 definuje krok č slován bloků.
Prvn blok programu je označen %, názvem programu a platnou
rozměrovou jednotkou (G70/G71).
Následuj c bloky obsahuj informace o:
n
neobrobeném polotovaru;
n
definic ch a vyvolán nástrojů;
n
posuvech a otáčkách vřetena;
n
dráhových pohybech, cyklech a dalš ch funkc ch.
Posledn blok programu je označen N99999999 %, názvem
programu a platnou rozměrovou jednotkou (G70/G71).
Definice neobrobeného polotovaru: G30/G31
Bezprostředně po otevřen nového programu nadefinujte
neobrobený polotovar ve tvaru kvádru. Tuto definici potřebuje TNC
pro grafické simulace. Strany kvádru směj být dlouhé maximálně
100 000 mm, a lež rovnoběžně s osami X, Y a Z. Tento polotovar je
definován svými dvěma rohovými body:
n
MIN bod G30: nejmenš souřadnice X,Y a Z kvádru; zadat
absolutn hodnoty
n
MAX bod G31: největš souřadnice X,Y a Z kvádru; zadat absolutn
nebo př růstkové souřadnice (pomoc G91)
N10 G00 G40 X+10 Y+5 F100 M3 *
Č slo bloku
Dráhová funkce
Slova
Blok
Definice neobrobeného polotovaru je nutná jen tehdy,
chcete li program graficky testovat!