G124 dokončení strany (volitelně použitelné), 7 slcykly skupiny ii, Strana načisto (cyklus g124) – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 347
HEIDENHAIN iTNC 530
347
8.7 SLcykly skupiny II
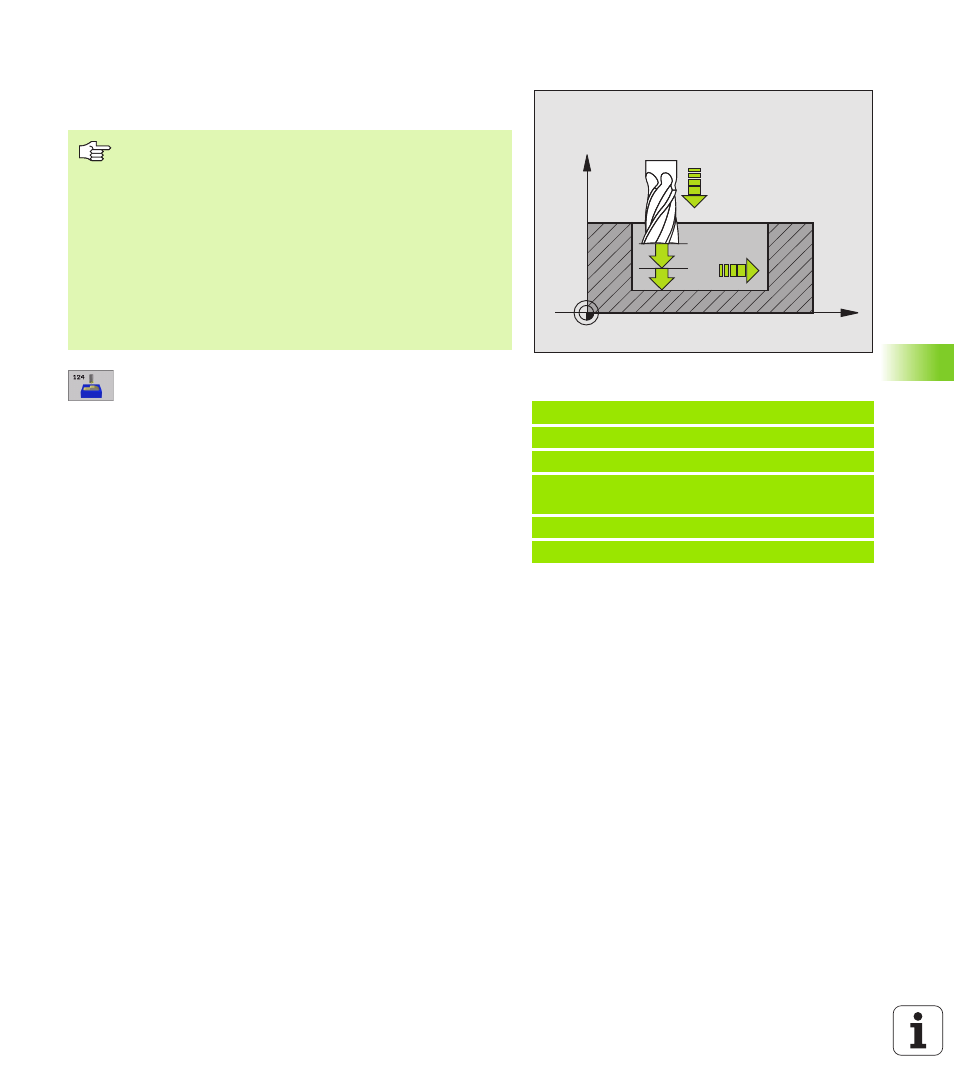
STRANA NAČISTO (cyklus G124)
TNC naj žd nástrojem po kruhové dráze tangenciálně na d lč obrysy.
Každý d lč obrys se dokonč samostatně.
U
U
U
U
Smysl otáčen ? Ve smyslu hodinových ručiček =
1 Q9:
Směr obráběn :
+1: Natočen proti smyslu hodinových ručiček.
–1: Natočen ve smyslu hodinových ručiček.
U
U
U
U
Hloubka př suvu Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune.
U
U
U
U
Posuv př suvu do hloubky Q11: posuv při
zanořován .
U
U
U
U
Posuv hrubován Q12: frézovac posuv
U
U
U
U
Př davek načisto pro stěnu Q14 (inkrementálně):
př davek pro v cenásobné dokončován ; pokud
zadáte Q14 = 0 pak bude posledn zbytek př davku
vyhrubován.
Př klad: NC bloky
N61 G124 DOKONČENÍ STRANY
Q9=+1
;SMĚR OTÁČENÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350 ;POSUV HRUBOVÁNÍ
Q14=+0
;PŘÍDAVEK STRANY
X
Z
Q11
Q12
Q10
Před programován m dbejte na tyto body:
Součet př davku na dokončen stěny (Q14) a rádiusu
dokončovac ho nástroje mus být menš než součet
př davku na dokončen stěny (Q3, cyklus G120) a
rádiusu hrubovac ho nástroje.
Pokud použijete cyklus G124, aniž jste předt m
vyhrubovali s cyklem G122, plat rovněž výše uvedený
výpočet; rádius hrubovac ho nástroje pak má hodnotu
„0“.
TNC si sám zjist bod startu pro dokončován . Tento bod
startu je závislý na prostorových poměrech v kapse.