1 práce s cykly, Definován cyklu pomoc softkláves, 1 práce s cykly 8.1 práce s cykly – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 224
224
8 Programován : cykly
8.1 Práce s cykly
8.1
Práce s cykly
Často se opakuj c obráběn , která obsahuj v ce obráběc ch operac ,
se v TNC ukládaj do paměti jako cykly. Rovněž transformace
(přepočty) souřadnic a některé speciáln funkce jsou k dispozici jako
cykly (viz tabulku na dalš straně).
Obráběc cykly s č sly od 200 použ vaj Q parametry jako předávac
parametry. Parametry se stejnou funkc , které TNC potřebuje v
různých cyklech, maj stále stejné č slo: např klad Q200 je vždy
bezpečnostn vzdálenost, Q202 je vždy hloubka př suvu atd.
Definován cyklu pomoc softkláves
U
U
U
U
Lišta softkláves zobrazuje různé skupiny cyklů
U
U
U
U
Zvolte skupinu cyklů, např klad Vrtac cykly
U
U
U
U
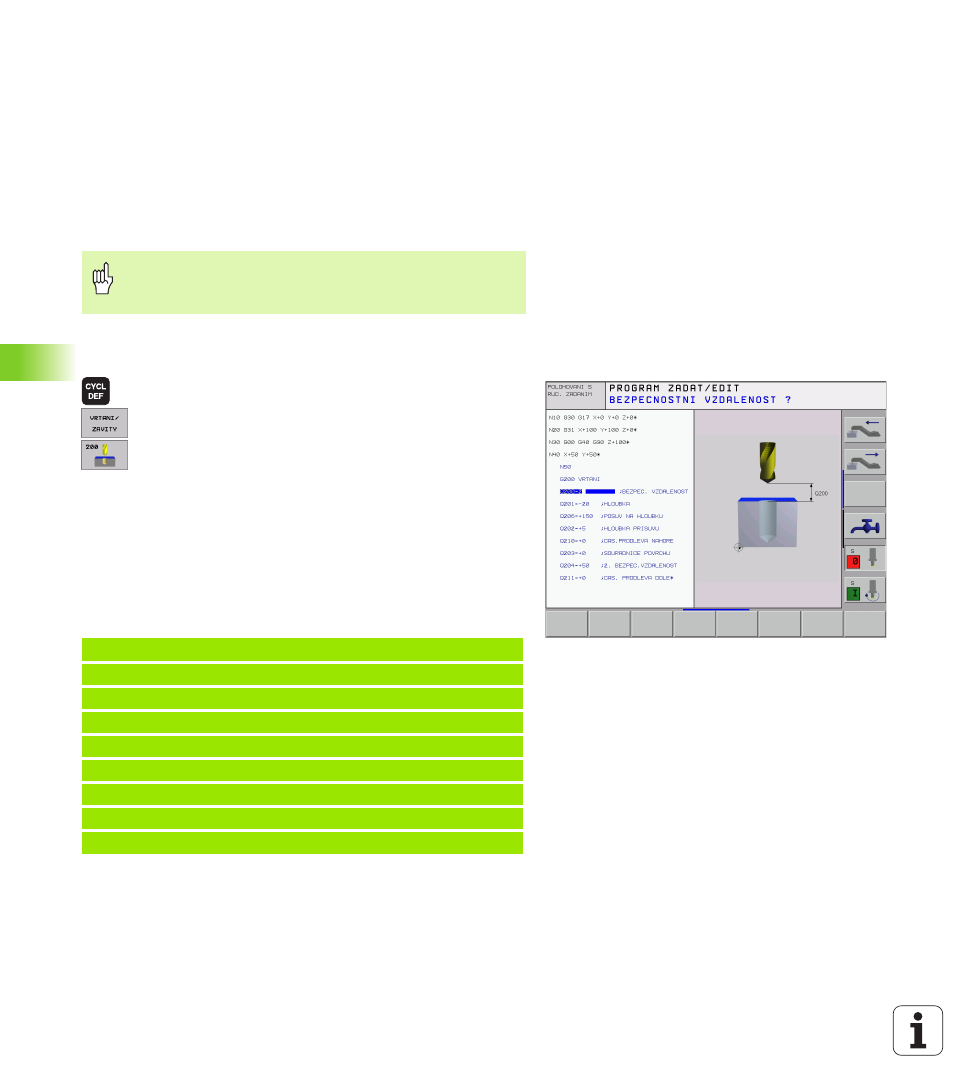
Zvolte cyklus, např klad VRTÁNÍ. TNC zaháj dialog a
dotazuje se na všechny zadávané hodnoty;
současně TNC zobraz v pravé polovině obrazovky
grafiku, ve které je každý zadávaný parametr
zvýrazněn světlým podložen m.
U
U
U
U
Zadejte všechny parametry, které TNC požaduje, a
každé zadán ukončete klávesou ENT.
U
U
U
U
Jakmile zadáte všechna potřebná data, TNC dialog
ukonč .
Př klad NC bloku
Aby se zabránilo chybným zadán m při definici cyklů
prove te před zpracován m grafický test programu(viz
„Testován programů” na str. 460) !
N10 G200 VRTÁNÍ
Q200=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q201=3
;HLOUBKA
Q206=150 ;POSUV PŘÍSUVU DO HLOUBKY
Q202=5
;HLOUBKA PŘÍSUVU
Q210=0
;ČASOVÁ PRODLEVA NAHOŘE
Q203=+0 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ VZDÁLENOST
Q211=0.25 ;ČASOVÁ PRODLEVA DOLE