4 pr ováděn pr o gramu – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 468
468
11 Testován programu a prováděn programů
11.4 Pr
ováděn pr
o
gramu
U
U
U
U
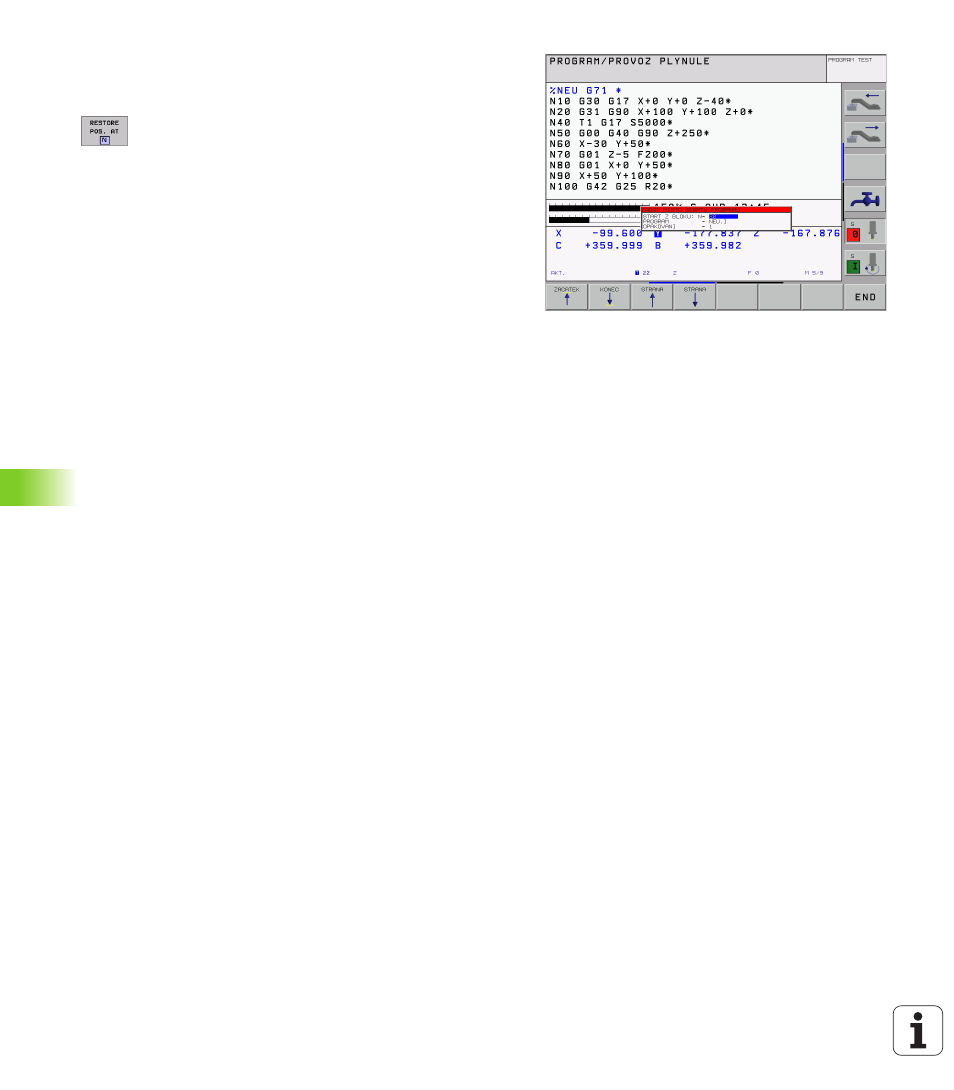
Jako začátek pro předběh zvolte prvn blok aktuáln ho programu:
zadejte GOTO rovno „0“.
U
U
U
U
Zvolte předběh bloků: stiskněte softklávesu START Z BLOKU N.
U
U
U
U
Stop při N: zadejte č slo N bloku, u něhož má
předběh skončit.
U
U
U
U
Program: zadejte jméno programu, v němž se blok
N nacház .
U
U
U
U
Opakován : zadejte počet opakován , na něž se má
brát při předběhu bloků zřetel, pokud se blok N
nacház uvnitř opakován části programu.
U
U
U
U
ZAP/VYP PLC: aby se bral ohled na vyvolán nástrojů
a př davné funkce M: nastavte PLC na ZAP (klávesou
ENT přep nat mezi ZAP a VYP). PLC na VYP – sleduje
výlučně geometrii NC programu, přitom mus
nástroj ve vřetenu odpov dat nástroji vyvolanému v
programu.
U
U
U
U
Odstartovat předběh bloků: stiskněte extern tlač tko
START.
U
U
U
U