Tolerance (cyklus g62), 11 speciáln cykly – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 401
HEIDENHAIN iTNC 530
401
8.11 Speciáln
cykly
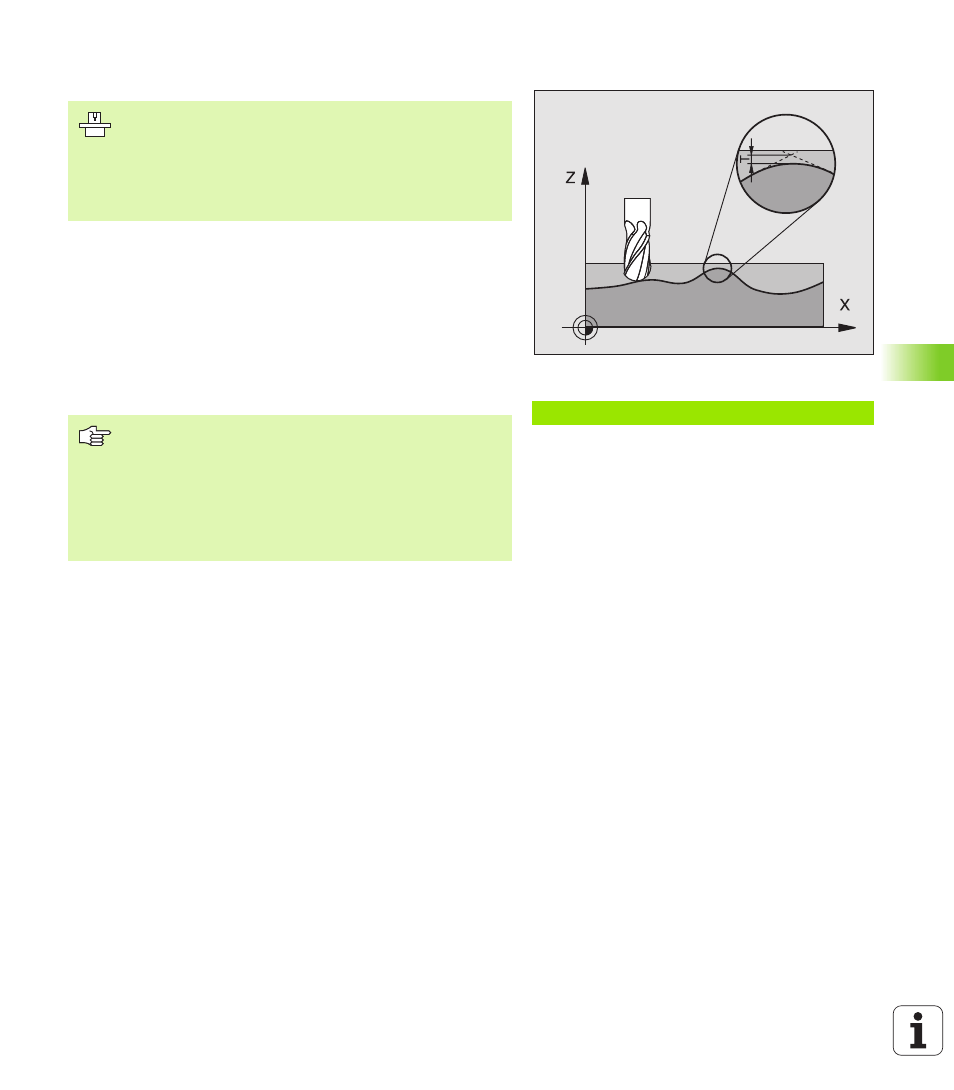
TOLERANCE (cyklus G62)
TNC automaticky vyhlad obrys mezi libovolnými (nekorigovanými
nebo korigovanými) prvky obrysu. Nástroj tak poj žd po povrchu
obrobku plynule. Je li třeba, sn ž TNC automaticky naprogramovaný
posuv, tak že program se zpracovává vždy „bez škubán “ s nejvyšš
možnou rychlost . T m se zvyšuje jakost povrchu a šetř mechanika
stroje.
T mto vyhlazen m vznikne určitá odchylka od obrysu. Velikost této
odchylky od obrysu (Hodnota tolerance) je definována výrobcem
stroje ve strojn m parametru. Cyklem G62 můžete změnit
předvolenou hodnotu tolerance a zvolit jiné nastaven filtru.
Př klad: NC bloky
N78 G62 T0,05 P01 0 P02 5*
Stroj a TNC mus být výrobcem stroje připraveny.
Parametry cyklu Dokončován /Hrubován a Tolerance
pro osy natáčen můžete zadat pouze tehdy, když je na
vašem stroji aktivn filtr HSC (volitelný software 2).
Jinak vydá TNC chybové hlášen . Př padně se spojte s
výrobcem vašeho stroje.
Před programován m dbejte na tyto body:
Cyklus G62 je aktivn jako DEF, to znamená, že je účinný
od své definice v programu.
Cyklus G62 zresetujete tak, že znovu nadefinujete cyklus
G62 a dialogovou otázku Hodnota tolerance potvrd te
klávesou NO ENT. Zrušen m se opět zaktivuje předt m
nastavená tolerance: